گرم رولڈ سلیٹنگ لائندھاتی پروسیسنگ انڈسٹری میں بڑے پیمانے پر استعمال ہونے والا ایک اہم پیداوار کا سامان ہے۔ اس کا بنیادی فنکشن لمبائی کی سمت کے ساتھ ساتھ ایک وسیع گرم رولڈ میٹل کنڈلی کو مطلوبہ چوڑائی کی ایک سے زیادہ سٹرپس میں کاٹنا ہے۔ یہ سٹرپس عام طور پر بعد میں رولنگ ، بلینکنگ ، سرد موڑنے اور مہر لگانے کے عمل میں استعمال ہوتی ہیں ، اور مختلف صنعتی مصنوعات کے لئے بنیادی مواد بن جاتی ہیں۔ اس مضمون میں ورک فلو ، تکنیکی پیرامیٹرز ، عام آپریٹنگ مسائل اور ہاٹ رولڈ سلیٹنگ مشین کے حل کو تفصیل سے متعارف کرایا جائے گا۔ اگر آپ کو مزید پیرامیٹرز یا ویڈیو کی معلومات حاصل کرنے کی ضرورت ہے تو ، کنگریل اسٹیل سلیٹر سے مشورہ کرنے میں خوش آمدید!

گرم ، شہوت انگیز رولڈ پلیٹیں اسٹیل پلیٹیں یا سٹرپس ہیں جو حرارت کے بعد لپیٹ دی جاتی ہیں۔ اس کے اہم فوائد میں شامل ہیں:
اعلی سختی: گرم رولڈ پلیٹوں پر اعلی درجہ حرارت پر عملدرآمد کیا جاتا ہے ، جو کچھ داخلی تناؤ کو ختم کرسکتے ہیں اور مواد کی سختی کو بہتر بناسکتے ہیں۔
لاگت کی تاثیر: سرد رولڈ پلیٹوں کے مقابلے میں ، گرم رولڈ پلیٹوں میں پیداوار کے اخراجات کم ہوتے ہیں اور بڑے پیمانے پر پیداوار کے ل suitable موزوں ہیں۔
اعلی پیداوار کی کارکردگی: گرم رولڈ سلیٹنگ مشینیں مارکیٹ کی طلب میں تبدیلیوں کے مطابق ڈھالنے کے لئے بڑے کنڈلیوں کو تیزی سے اور موثر انداز میں ضروری چوڑائی میں کاٹ سکتی ہیں۔
ان خصوصیات کی وجہ سے ، تعمیراتی ڈھانچے ، بھاری مشینری مینوفیکچرنگ اور دیگر شعبوں میں گرم رولڈ پلیٹوں کا وسیع پیمانے پر استعمال کیا گیا ہے۔
|
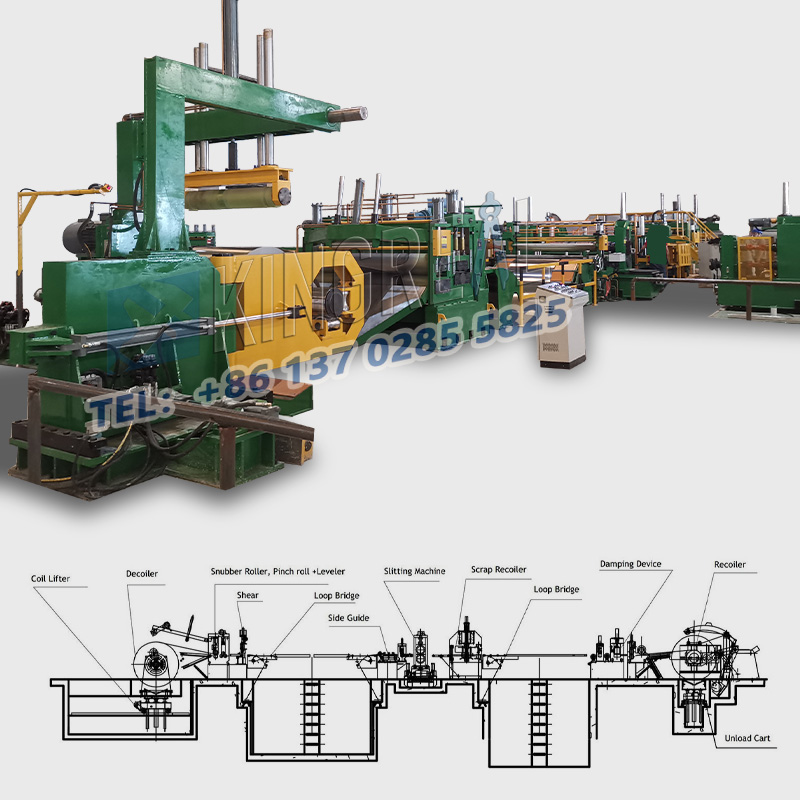
کے لئے لوڈ ہو رہا ہےگرم رولڈ سلیٹنگ لائن: آپریٹر گرم رولڈ کنڈلی کو ڈیکولر مینڈریل میں کھلاتا ہے۔ گرم ، شہوت انگیز رولڈ سلیٹنگ مشین کے لئے انکولنگ: ڈیکوئلر مرکزی کنڈلی کو کھولتا ہے اور اسٹیل کو سلیٹنگ سر میں کھلاتا ہے۔ گرم رولڈ سلیٹنگ لائن کے لئے سلیٹنگ: سلیٹنگ سر پر ، اسٹیل کو گھومنے والے بلیڈ کے ذریعہ ایک سے زیادہ تنگ سٹرپس میں کاٹ دیا جاتا ہے۔ گرم رولڈ سلیٹنگ مشین کا معائنہ: آپریٹر ہر اسٹینڈ کا معائنہ کرتا ہے تاکہ یہ یقینی بنایا جاسکے کہ تصریح کی چوڑائی اور کنارے کی حالت ضروریات کو پورا کرتی ہے۔ ہاٹ رولڈ سلیٹنگ لائن کے لئے تناؤ سے نجات: سلیٹنگ کے بعد مادے کے تناؤ کو ختم کرنے اور موڑنے کے بغیر دوبارہ بازیافت کو یقینی بنانے کے لئے اسٹینڈز کنولر گڈڑھی سے گزرتے ہیں۔ بنڈلنگ اور پیکیجنگ: صارفین کی ضروریات کے مطابق ہر اسٹرینڈ کو بنڈل اور پیکج کریں۔ |
 |
ماڈل
ماڈل 1
ماڈل 2
ماڈل 3
ماڈل 4
اصل کنڈلی
گرم ، شہوت انگیز رولڈ پلیٹ
گرم ، شہوت انگیز رولڈ پلیٹ
گرم ، شہوت انگیز رولڈ پلیٹ
گرم ، شہوت انگیز رولڈ پلیٹ
مادی موٹائی
0.8 ملی میٹر -6۔0 ملی میٹر
0.8 ملی میٹر -6.0 ملی میٹر
2.0 ملی میٹر 12.0 ملی میٹر
3.0 ملی میٹر 16.0 ملی میٹر
مادی چوڑائی
1600 ملی میٹر (زیادہ سے زیادہ)
1800 ملی میٹر (زیادہ سے زیادہ)
2000 ملی میٹر (زیادہ سے زیادہ)
2200 ملی میٹر (زیادہ سے زیادہ)
کوئل وزن
30ton (زیادہ سے زیادہ)
30ton (زیادہ سے زیادہ)
30ton (زیادہ سے زیادہ)
30ton (زیادہ سے زیادہ)
چوڑائی کی درستگی
± 0.15 ملی میٹر
± 0.15 ملی میٹر
± 0.2 ملی میٹر
± 0.3 ملی میٹر
یونٹ کی رفتار
120m/منٹ (زیادہ سے زیادہ)
120m/منٹ (زیادہ سے زیادہ)
80m/منٹ (زیادہ سے زیادہ)
60m/منٹ (زیادہ سے زیادہ)
|
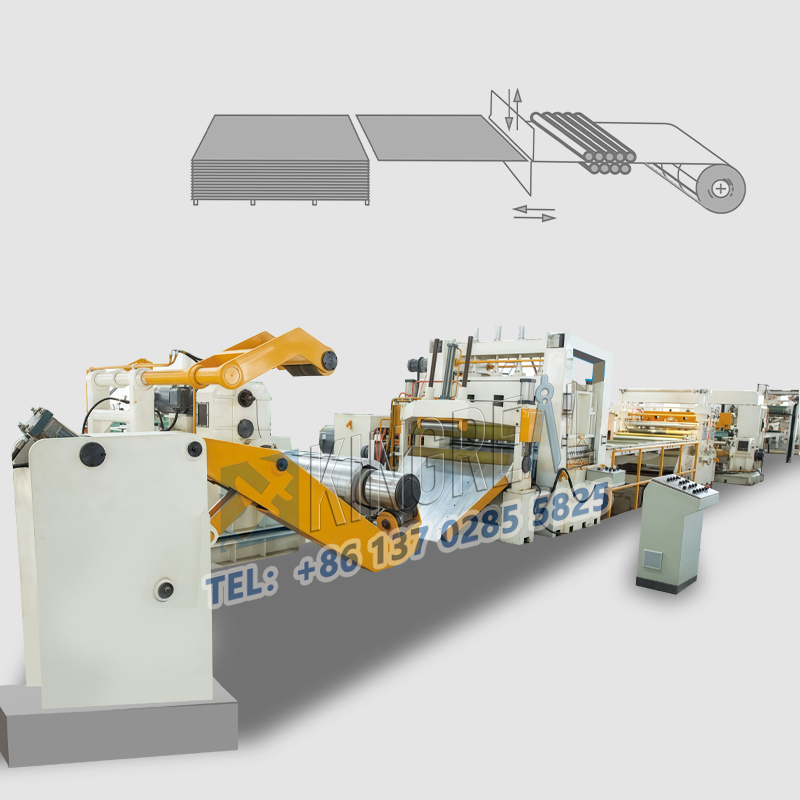
high اعلی کارکردگی سلیٹنگ کی صلاحیت کے ساتھ گرم رولڈ سلیٹنگ مشین کی ایک قابل ذکر خصوصیتگرم رولڈ سلیٹنگ مشینیہ ہے کہ یہ ایک ہی وقت میں 40 تنگ سٹرپس تک پھٹ سکتا ہے۔ یہ فنکشن بڑے پیمانے پر پیداوار کے لئے صارفین کی ضروریات کو بہت پورا کرتا ہے۔ صنعتی بنانے میں تیزی کے ساتھ ، دھات کی پٹیوں کی مارکیٹ کی طلب میں اضافہ ہورہا ہے ، خاص طور پر تعمیرات ، آٹوموبائل مینوفیکچرنگ اور گھریلو ایپلائینسز جیسی صنعتوں میں۔ ہاٹ رولڈ سلیٹنگ لائن کی اعلی سلیٹنگ کی گنجائش مینوفیکچررز کو قابل بناتی ہے کہ وہ تھوڑی دیر میں بڑی تعداد میں کوالیفائی مصنوعات مہیا کرسکے ، اس طرح پیداوار کی کارکردگی میں بہتری اور یونٹ کے اخراجات کو کم کیا جاسکتا ہے۔ |
 |
|
authly خودکار طور پر خودکار گرم رولڈ سلیٹنگ مشین ہاٹ رولڈ سلیٹنگ لائن مکمل طور پر خودکار ڈیزائن کو اپناتی ہے اور تیز رفتار آپریشن کو حاصل کرنے کے لئے ایک اعلی درجے کے کنٹرول سسٹم سے لیس ہے۔ زیادہ سے زیادہ پیداوار کی رفتار 120 میٹر/منٹ تک پہنچ سکتی ہے ، جس کا مطلب ہے کہ فی یونٹ وقت میں مزید مواد پر کارروائی کی جاسکتی ہے ، جس سے پیداوار کی کارکردگی میں مزید بہتری آتی ہے۔ مکمل طور پر خودکار ڈیزائن نہ صرف دستی مداخلت کی ضرورت کو کم کرتا ہے ، بلکہ انسانی آپریٹنگ غلطیوں کے امکان کو بھی کم کرتا ہے اور مصنوعات کی مستقل مزاجی اور معیار کو بہتر بناتا ہے۔ ہاٹ رولڈ سلیٹنگ لائن کا خودکار کنٹرول سسٹم حقیقی وقت میں پیداوار کے عمل کی نگرانی کرسکتا ہے اور مختلف مواد اور موٹائی کی ضروریات کو پورا کرنے کے لئے وقت میں پیرامیٹرز کو ایڈجسٹ کرسکتا ہے۔ |
 |
|
csschimized گرم ، شہوت انگیز رولڈ سلیٹنگ مشین صارفین کی ضروریات کو بہتر طور پر پورا کرنے کے لئے ، کنگریل اسٹیل سلیٹر فراہم کرتا ہےایس اپنی مرضی کے مطابق گرم ، شہوت انگیز رولڈ سلیٹنگ لائن حل۔ صارفین اور اصل پیداوار کی ضروریات کے ذریعہ فراہم کردہ ڈرائنگ کے مطابق ، کنگریل اسٹیل سلیٹر صارفین کے لئے پیداواری عمل کی کارکردگی اور آسانی کو یقینی بنانے کے لئے مختلف گرم رولڈ سلیٹنگ مشین مینوفیکچرنگ حل ڈیزائن کرنے کے قابل ہے۔ کنگریئل اسٹیل سلائٹر ہاٹ رولڈ سلیٹنگ مشینوں کو مختلف موٹائی کے کنڈلیوں کے مطابق ڈھالنے کے لئے تین اہم اقسام میں تقسیم کیا گیا ہے: لائٹ گیج سلیٹنگ مشین: 0.2 ملی میٹر سے 3 ملی میٹر کی موٹائی کے ساتھ کنڈلی پروسیسنگ میں مہارت حاصل ہے۔ میڈیم گیج سلیٹنگ مشین: 3 ملی میٹر سے 6 ملی میٹر کی موٹائی کے ساتھ کنڈلیوں کے لئے موزوں۔ ہیوی گیج سلیٹنگ مشین: 6 ملی میٹر سے 16 ملی میٹر کی موٹائی کے ساتھ کنڈلی پروسیسنگ کرنے کی صلاحیت ہے۔ |
 |
The گرم رولڈ سلیٹنگ لائنسلیٹنگ کے عمل کے دوران پس منظر موڑنے کو پیدا کرسکتا ہے۔ یہ مندرجہ ذیل وجوہات کی بناء پر ہوسکتا ہے:
1. خام مال کا موڑ:
رولنگ کے عمل کے دوران اسٹیل پلیٹ کا تناؤ مکمل طور پر ختم نہیں ہوتا ہے۔ طول بلد مونڈنے کے بعد ، تناؤ جاری کیا جاتا ہے اور پلیٹ جھکا ہوا ہے۔ جب پلیٹ کے وسط میں تناؤ دونوں اطراف میں جاری ہوتا ہے تو ، پلیٹ باہر کی طرف موڑ جاتی ہے۔ جب پلیٹ کے دونوں اطراف پر دباؤ وسط میں جاری کیا جاتا ہے تو ، پلیٹ وسط میں موڑ جاتی ہے۔
2. BURRs کی وجہ سے موڑنے:
طول بلد مونڈنے کے دوران بلیڈ کے فرق میں غلط ایڈجسٹمنٹ کی وجہ سے برے بڑے ہیں۔ جب رولنگ کرتے ہو تو ، کنارے پر برے بڑی پلیٹ کی موٹائی کے برابر ہوتے ہیں ، جس کی وجہ سے کنارے کو بڑھا اور موڑنے کا سبب بنتا ہے۔
3. اوپری اور نچلے بلیڈ کے مابین ناہموار خلیج کی وجہ سے موڑنا:
جب بائیں اور دائیں خلا زیادہ ہوتا ہے تو ، مونڈنے والے حصے کا اشارہ بھی بڑا ہوتا ہے ، اور بائیں اور دائیں خلا سے تھوڑا سا فرق کے ساتھ اس کی طرف زیادہ تر ہوتا ہے ، لہذا یہ موڑتا ہے۔
4. موڑنے کی وجہ سے ناہموار تناؤ:
رولنگ کرتے وقت ، اسٹیل پلیٹ کی پوری چوڑائی پر ایک ہی تناؤ کا اطلاق ہونا چاہئے۔ اگر تناؤ ایک طرف مرکوز ہے تو ، موڑنے والا واقع ہوگا۔
5. انحراف اصلاحی آلہ کی تیز رفتار حرکت کی وجہ سے موڑنے:
پروسیسنگ کے دوران ، اگر انحراف کی اصلاح کی رفتار بہت تیز ہے تو ، انحراف کی اصلاح کے ساتھ رابطے میں پہلو کو جزوی طور پر بڑھایا جائے گا اور موڑ دیا جائے گا۔
اگر شیٹ کا مواد طول البلد مونڈنے کے بعد جھکا ہوا ہے تو ، اس سے شیٹ کوئنگ کے معیار پر سنجیدگی سے اثر پڑے گا ، لہذا اسے ختم کرنا ہوگا۔ شیٹ رولنگ ، آلات ایڈجسٹمنٹ ، اور آپریشن کے طریقہ کار جیسے وجوہات پر توجہ دی جانی چاہئے۔