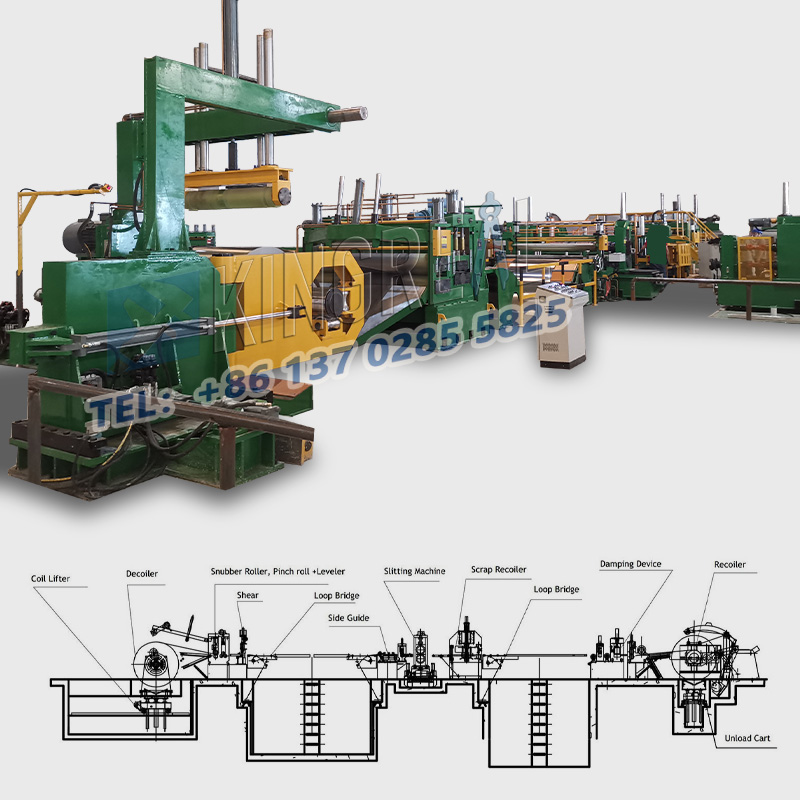
(i) انشانکنلمبائی کی لکیر سے بھاری گیج کٹبنیادی اجزاء
فیڈ رولر صحت سے متعلق:
رولر سطح کے ہم آہنگی کو باقاعدگی سے چیک کریں ، غلطی کو ≤0.05 ملی میٹر/میٹر کے اندر اندر کنٹرول کرنا چاہئے ، اور رولر کی سطح اور پلیٹ کی سطح کے مابین فرق کی پیمائش کے لئے فیلر گیج کا استعمال کریں۔ اگر لباس 0.1 ملی میٹر سے زیادہ ہے تو ، اسے گراؤنڈ یا تبدیل کرنے کی ضرورت ہے۔ سروو موٹر انکوڈر کو کیلیبریٹ کرنے کے لئے لیزر انٹرفیومیٹر کا استعمال کریں ، اور تیز رفتار کاٹنے کے دوران فیڈ پوزیشننگ کی درستگی ≤+0.1 ملی میٹر ہونی چاہئے۔
کینچی بلیڈ انشانکن:
اوپری اور نچلے بلیڈوں کی ہم آہنگی کو 0.02-0.05 ملی میٹر پر برقرار رکھنے کی ضرورت ہے ، جسے فیلر گیج اور ڈائل اشارے کے ذریعہ پتہ لگایا جاسکتا ہے: بلیڈ کے مابین فاصلے کو پلیٹ کی موٹائی کے مطابق ایڈجسٹ کیا جاتا ہے (مثال کے طور پر ، پتلی پلیٹوں کے مابین موٹی پلٹ (≤2 ملی میٹر) 0.01-0.03m ہے ، اور جی اے پی ہے ، اور جی اے پی 0.01-0.03m ہے ، اور دی گیٹ ہے۔ 0.03-0.08 ملی میٹر ؛
بلیڈ کی عمودی غلطی ≤0.03 ملی میٹر/100 ملی میٹر ہے۔ اگر یہ رواداری سے زیادہ ہے تو ، ٹول ہولڈر کی عمودی حیثیت کو شم کے ذریعہ ایڈجسٹ کرنے کی ضرورت ہے۔
(ii) لمبائی مشین سے بھاری گیج کٹ کی روزانہ بحالی
بھاری گیج کٹ کے ل led چکنا کرنے کا نظام لمبائی لائن: ہر ہفتے گیئر باکس آئل کی سطح کو چیک کریں ، 40-60 at پر لہر پریشر کے نظام کے تیل کے درجہ حرارت کو کنٹرول کریں ، اور ہر روز گائیڈ ریل میں 32-46CST کی واسکاسیٹی کے ساتھ ایک خصوصی کاٹنے والے سیال کا اطلاق کریں۔
بھاری گیج کٹ کے ل electrical بجلی کا نظام لمبائی کی مشین: ہر سہ ماہی میں انکوڈر ، گریٹنگ حکمران اور دیگر سینسر کو شراب سے مٹا دیں ، اور جب 1/3 سے زیادہ پہنا جاتا ہے تو موٹر کاربن برش کو تبدیل کریں۔ حص parts ے کو تیز کرنا: باقاعدگی سے ٹی کی جانچ پڑتال کریںٹول ہولڈر اور کھانا کھلانے کے طریقہ کار کے بولٹ کا اورک ، مثال کے طور پر ، M12 بولٹ کے ٹارک کو 80-100n · m پر برقرار رکھنے کی ضرورت ہے۔

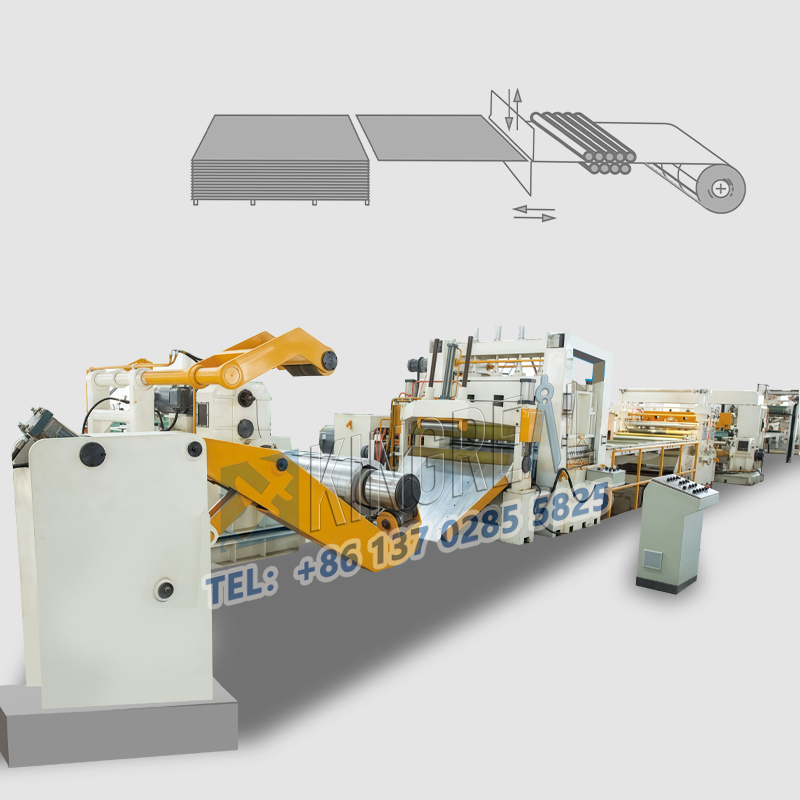
(i) کاٹنے کی رفتار اور کھانا کھلانے کی رفتار سے ملاپ
مختلف مواد اور موٹائی کی پلیٹوں کی رفتار کو اسی کے مطابق ایڈجسٹ کرنے کی ضرورت ہے: کولڈ رولڈ اسٹیل پلیٹوں (0.5-3 ملی میٹر) کاٹنے کی رفتار 30-80m/منٹ ، کھانا کھلانے کی رفتار 25-70 میٹر/منٹ ، کولنگ سسٹم کو تیز رفتار کاٹنے کے دوران آن کرنے کی ضرورت ہے۔ سٹینلیس سٹیل پلیٹوں (1-5 ملی میٹر) کاٹنے کی رفتار 15-40m/منٹ ، کھانا کھلانے کی رفتار 10-35m/منٹ ، اور بلیڈ کو ٹن کوٹنگ کے ساتھ لیپت کرنے کی ضرورت ہے۔ ایلومینیم کھوٹ پلیٹوں (0.8-4 ملی میٹر) کاٹنے کی رفتار 40-100 میٹر/منٹ ، کھانا کھلانے کی رفتار 35-90m/منٹ ، سپرے کاٹنے والے سیال کی چکنا استعمال کیا جاتا ہے۔
(ii) بلیڈ زاویہ اور دبانے والی فورس سیٹنگ بلیڈ زاویہ: قینچ زاویہ (اوپری اور نچلے بلیڈ زاویہ) پلیٹ کی خصوصیات کے مطابق ایڈجسٹ کیا جاتا ہے ، 5-8 "پتلی پلیٹوں کے لئے ، 8-12" درمیانے اور موٹی پلیٹوں کے لئے ، 12-15 "سخت مادے کے لئے ، جس میں رجسٹریشن کا زاویہ (بلیڈ بیک بیک چہرہ مائل زاویہ) کو عام طور پر 3-5 ° پر سیٹ کیا جاتا ہے۔ پلیٹ کی موٹائی کے مطابق ، 1 ملی میٹر پلیٹ کے لئے 2-3KN ، 3 ملی میٹر پلیٹ 5-7KN کے لئے 2-3KN ، پریشر سینسر کے ذریعہ اصل وقت کی نگرانی ، ناکافی دباؤ آسانی سے پلیٹ وارپنگ کا سبب بن سکتا ہے۔

(i) کوئلوں/پلیٹوں کے لئے قبولیت کے معیارات
فلیٹنس: اسٹیل پلیٹ سائیڈ موڑنے ≤1 ملی میٹر/ایم ، واوینیس ≤3 ملی میٹر/2 میٹر ، کاٹنے سے پہلے رواداری سے باہر کو برابر کرنے کی ضرورت ہے:
سختی انحراف: ایک ہی بیچ میں پلیٹوں کا سختی کا فرق ≤15hb ، راک ویل سختی ٹیسٹر کے ساتھ بے ترتیب معائنہ ، ناہموار سختی سے بلیڈ پہننے کا باعث بنے گا۔
(ii) خالی pretreatment
سطح کی صفائی: تیل کے داغ اور آکسائڈ اسکیل کو ہٹا دیں (ایسٹون یا میکانکی طور پر پالش سے مٹایا جاسکتا ہے) ، بقایا نجاست بلیڈ کے لباس کو بڑھا دے گی۔ کنڈلی غیر منقطع تناؤ: موٹائی کے مطابق ایڈجسٹ کریں ، 0.5 ملی میٹر پلیٹ تناؤ 50-80N/ملی میٹر ، 2 ملی میٹر پلیٹ 150-200N/ملی میٹر ، ناکافی تناؤ آسانی سے کھانا کھلانے میں پھسلنے کا سبب بن سکتا ہے۔

(i) ملازمت سے پہلے کی تربیت کے نکاتلمبائی کی لکیر سے بھاری گیج کٹ
پیرامیٹر ترتیب دینے کی مشق: مختلف مواد کے "اسپیڈ گیپ پریشر" کے مماثل قواعد کو سمجھنا سیکھیں ، مثال کے طور پر ، جب 3 ملی میٹر سٹینلیس سٹیل کاٹا جائے تو ، بلیڈ کا فرق 0.05 ملی میٹر ، فورس 6KN دبانے پر ؛ خودکار ٹول سیٹنگ سسٹم جیسے لیزر ٹول ترتیب دینے والے آلات ، ٹول سیٹنگ کی درستگی ≤0.02 ملی میٹر استعمال کرنا سیکھیں۔
بھاری گیج کے لئے لمبائی کی مشین کے لئے غیر معمولی فیصلے کی قابلیت: جب بلیڈ کے تصادم جیسے غیر معمولی شور کی آواز سنتے وقت بلیڈ کے کنارے کو چیک کرنے کے لئے ہیوی گیج کٹ کو لمبائی لائن پر فوری طور پر بند کرو۔ جب کٹ کی سطح پر برر 0.1 ملی میٹر سے زیادہ ہو تو ، فیصلہ کریں کہ آیا یہ بلیڈ پہننا ہے یا بہت بڑا فرق ہے۔
(ii) بھاری گیج کٹ کے لئے آپریشن کے عمل کو معیاری بنانا لمبائی مشین
اسٹارٹ اپ پریہیٹنگ: ایک ہی خدمت کے نظام کے درجہ حرارت میں اتار چڑھاو ≤2 ℃ اور تھرمل استحکام تک پہنچنے کے لئے 10-15 منٹ کے لئے خالی چلائیں۔
پہلا ٹکڑا تین معائنہ: پہلے ٹکڑے کو کاٹنے کے بعد ، سائز کی پیمائش کرنے کے لئے 0.02 ملی میٹر کی درستگی کے ساتھ ورنیئر کیلیپر کا استعمال کریں ، فلیٹ پن کا پتہ لگانے کے لئے ایک ڈائل اشارے ، اور ضعف سے چیک کریں۔

(i) آن لائن پتہ لگانے کا مطلب ہےلمبائی کی لکیر سے بھاری گیج کٹ
فوٹو الیکٹرک سینسر حقیقی وقت میں کھانا کھلانے کی لمبائی کی نگرانی کرتا ہے ، اور جب انحراف ± 0.3 ملی میٹر سے تجاوز کرتا ہے تو خود بخود الارم ہوجاتا ہے: اورکت تھرمامیٹر بلیڈ کے درجہ حرارت پر نظر رکھتا ہے ، اور جب پانی کی ٹھنڈک یا ہوا سے ٹھنڈک ٹھنڈا ہونے لگتی ہے جب یہ 120 ℃ C سے تجاوز کرتا ہے۔
(ii) بھاری گیج کٹ کے لئے آف لائن نمونے لینے کا معیار لمبائی مشین
لمبائی کا سائز: قابل اجازت غلطی جب ≤1000 ملی میٹر ± 0.5 ملی میٹر ، ہر 50 ٹکڑوں کے لئے تصادفی طور پر 1 ٹکڑا چیک کرنے کے لئے ورنیئر کیلیپر کا استعمال کریں۔ اخترن انحراف: 1000mmx1000 ملی میٹر پلیٹ قابل انحراف ≤1 ملی میٹر ، مربع حکمران کے ساتھ اسٹیل ٹیپ کی پیمائش کا استعمال ہر بیچ کے 5 ٪ کو تصادفی طور پر چیک کرنے کے لئے کریں: برر اونچائی: پتلی پلیٹ ≤0.05 ملی میٹر ، ہر شفٹ کے پہلے اور آخری ٹکڑوں کی جانچ پڑتال کے لئے ایک مائکروسکوپ (میگنیفیکیشن 50 بار) کا استعمال کریں۔ 2 گھنٹے
(iii) بھاری گیج کٹ سے لمبائی کی لائن کے لئے مشترکہ معیار کے مسائل کے حل
رواداری سے باہر کا سائز: اگر فیڈ رولر پھسل جاتا ہے تو ، تناؤ کو ایڈجسٹ کریں یا پہنے ہوئے رولر کو تبدیل کریں۔ اگر سروو موٹر انکوڈر ناکام ہوجاتا ہے تو ، پلس سگنل کا پتہ لگانے اور خراب شدہ حصوں کو تبدیل کرنے کے لئے آسکیلوسکوپ کا استعمال کریں۔
کاٹنے کی سطح کا معیار معیار سے تجاوز کرتا ہے: جب بلیڈ کے کنارے کا رداس> 0.03 ملی میٹر ہوتا ہے تو ، اسے ≤0.01 ملی میٹر پر دوبارہ پیسنے کی ضرورت ہوتی ہے۔ بلیڈ کے فرق کو معیاری قدر میں ایڈجسٹ کریں۔

ورکشاپ کا درجہ حرارت اور نمی: درجہ حرارت کو 15-30 ℃ ، نمی ≤60 ٪ RH پر کنٹرول کیا جاتا ہے ، مرطوب ماحول کی وجہ سے پلیٹ کو زنگ لگانے سے گریز کریں۔
اینٹی ایسزمک اقدامات: کارٹون پریس (کمپن ایکسلریشن ≤0.5g) جیسے کمپن ذرائع سے دور ، سامان کی فاؤنڈیشن کے لئے ≥300 ملی میٹر کی موٹائی کے ساتھ کنکریٹ ڈالنا ؛ سیفٹی انٹلاک: ایمرجنسی اسٹاپ بٹن رسپانس ٹائم ≤0.5 سیکنڈ ،بھاری گیج کٹ لمبائی مشینجب تحفظ آن کیا جاتا ہے تو خود بخود اختیارات بند ہوجاتے ہیں۔