1۔اعلی پیداوری.
3mm کھلی کوائل لائن کی پلیٹ کی موٹائی، 2000mm پلیٹ میٹریل کی مقررہ لمبائی کے لیے، 30~35 شیٹس فی منٹ کاٹنے کی ضرورت، 500mm سے کم پلیٹ میٹریل کی مقررہ لمبائی کے لیے، 80 شیٹس فی منٹ کاٹنے کی ضرورت ہے۔ اس طرح کی اعلی پیداوری جنرل قینچ پلیٹ مشین مکمل کل نہیں ہو سکتا ہے ۔
2.مکمل بوجھ.
کھلی کنڈلی لائن کے بہت سے صارفین 2 ~ 3 شفٹ سسٹم ہیں، ایک دن میں 1 ~ 20،000 بار قینچنے کے لئے قینچ پلیٹ مشین۔ عام مقصد کی قینچ پلیٹ مشین اس طرح کے بوجھ پر استعمال نہیں کی جا سکتی ہے۔
3.اعلی وشوسنییتا
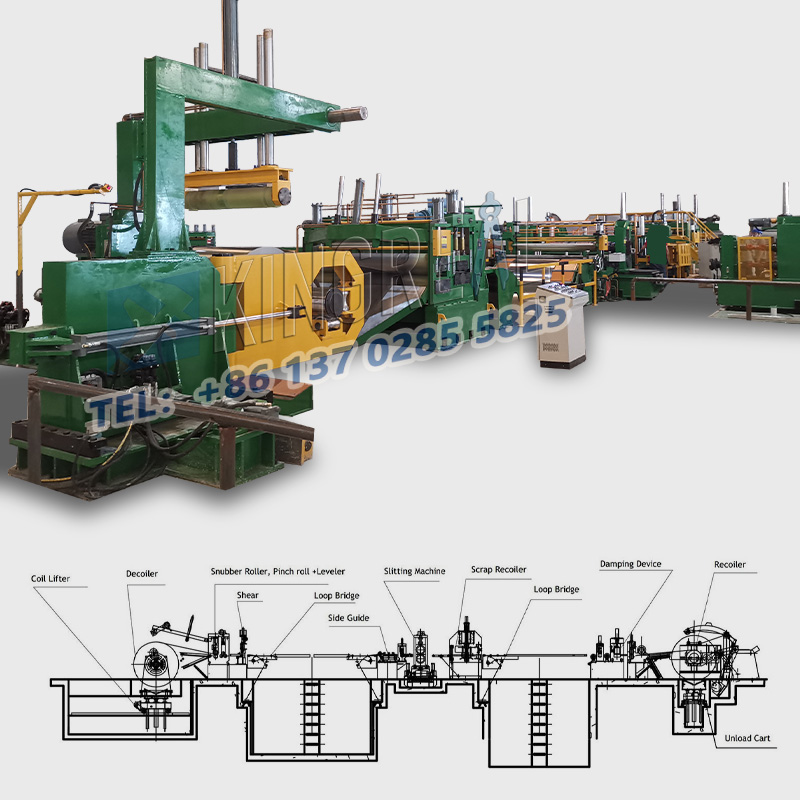
کی بندشمونڈنے والی مشینایک ڈیکوائلر لائن میں پوری ڈیکوائلر لائن کو رک جاتی ہے۔ آٹوموٹو پلانٹس جیسے صارفین کے لیے، ڈیکوائلر لائن کا رکنا کئی پریس لائنوں کے رکنے کا سبب بھی بن سکتا ہے۔
لہذا، uncoiling لائن میں مونڈنے والی مشین کی ناکامی کی شرح کو ممکنہ حد تک کم کرنے کی ضرورت ہے، اور غلطی کی تشخیص اور خرابیوں کا سراغ لگانا نسبتا آسان ہے.
![]()
4.کنڈلی مواد کی تنوع.
عام مونڈنے والی مشین عام کاربن اسٹیل کی قینچ کی قوت کا تعین کرتی ہے، اور حجم کے مواد کے علاوہ جستی کلاس، ٹن، کلر لیپت پلیٹ، ایلومینیم پلیٹ کی نچلی طاقت، بلکہ اعلیٰ طاقت والی سٹینلیس سٹیل پلیٹ، ویدرنگ اسٹیل پلیٹ، اچار پلیٹ، وغیرہ
کار کی تیاری کے لیے استعمال ہونے والے کوائل مواد ہیں: بغیر کوٹیڈ کولڈ رولڈ شیٹ، ہاٹ رولڈ اچار والی شیٹ، ہائی سٹرینتھ کولڈ رولڈ شیٹ، زیادہ طاقت والی جستی شیٹ، سنگل اور دو طرفہ الیکٹرولائٹک پلیٹنگ شیٹ، سنگل اور ڈبل۔ سائیڈڈ ہاٹ ڈِپ جستی شیٹ، ایلومینیم شیٹ وغیرہ۔
انکوائلنگ لائنوں کے استعمال کنندگان اکثر مواد کی میکانکی خصوصیات کا ذکر نہیں کر سکتے جس پر عمل کیا جا رہا ہے، اس لیے شیئرنگ مشین کو ڈیزائن اور منتخب کرتے وقت، مشین کے اطلاق کی حد کو مدنظر رکھنا چاہیے۔
5۔بال کاٹنے کا خاص طریقہ۔
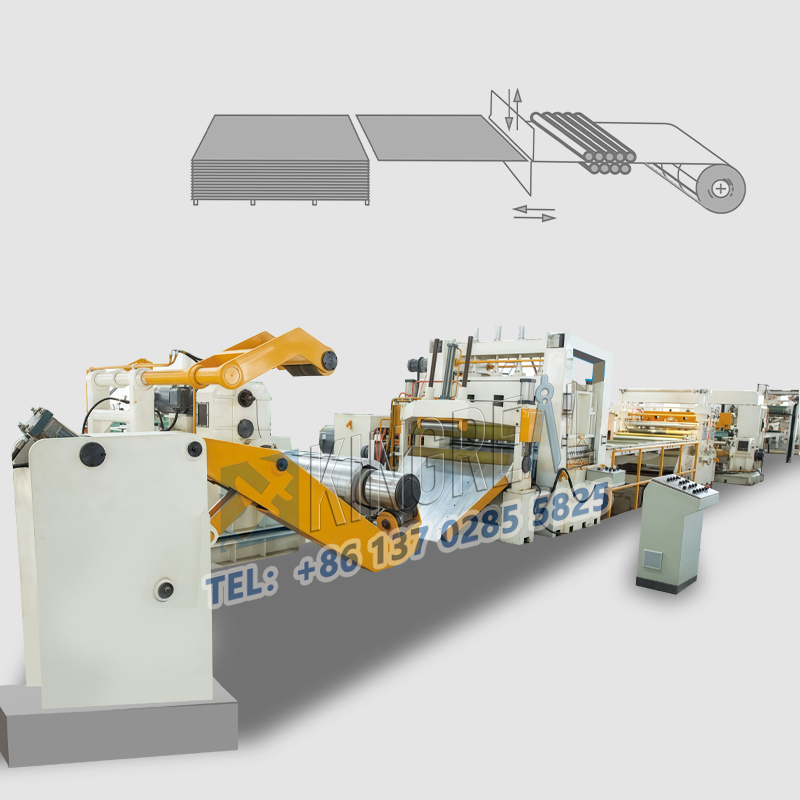
کھلی کوائل لائن میں سے کچھ پلیٹ میٹریل کو اسٹیک کرنے کے لیے burrs اور کھرچنے والی پلیٹ مٹیریل کی سطح کی وجہ سے نہیں، پلیٹ burr کی سمت اوپر کی قینچ کی ضروریات، لہذا، چاقو کے فریم کو نیچے سے کاٹنا چاہیے، یہ قینچ کی قسم جسے انڈر کٹنگ ٹائپ شیئر کہتے ہیں۔
پلیٹ کے مواد کو کنویئر بیلٹ کی حرکت کے مطابق نیچے کیں، سکیونگ سے بچنے کے لیے، چاقو کا فریم ہیرنگ بون کے لیے بلیڈ کی شکل پر ہونا ضروری ہے، جو خاص طور پر فکسڈ پلیٹ میٹریل کی مختصر لمبائی کے لیے ضروری ہے۔