1۔کے آپریشن کے دوراندھاتی سلٹنگ مشین کا سامان،اگر ٹول کے ٹرانسورس دولن کا مسئلہ ہے، تو یہ خراب جہتوں کی پیداوار کا باعث بنے گا، جیسے کہ ٹول کا ٹرانسورس دولن اور ٹول کے سائز کا بیرونی قطر مختلف اور ناقص ہے۔
2.دھاتی سلٹنگ مشین کی تیاری کے دوران، اسٹیل پلیٹ کے ٹرانسورس وار پیج کا مسئلہ ہے، جس کے نتیجے میں چوڑائی کے طول و عرض خراب ہوتے ہیں۔ یہ اس حقیقت کی وجہ سے ہے کہ ٹرانسورس وار پیج کی حالت میں کٹے ہوئے پروڈکٹ کی پیمائش ٹول کی سیٹ ویلیو سے بڑی ہے۔
3۔دھات slitting مشین کی پیداوار کی وجہ سے ہے، جو سپیسر سیٹ، چاقو، وغیرہ ایک خاص ملاپ کی خرابی ہے. عام طور پر، سپیسر، 0.005 کے آلے کی موٹائی کی درستگی. جب ٹکڑوں کی تعداد زیادہ ہوتی ہے، تو مجموعی غلطی بڑی ہو جاتی ہے۔
4.اوپری رواداری کی ترتیب کی وجہ سے خراب ہے. یہ جاننا ضروری ہے کہ دھات کی کٹائی کرنے والی مشین کے ذریعے کاٹے جانے والے پروڈکٹ کی چوڑائی مماثل چاقو کی رواداری کی حالت کے پروڈکٹ سائیڈ کے طول و عرض سے ہمیشہ تھوڑی کم ہوتی ہے۔ اس لیے اس کم برداشت کی حد کا پہلے سے اندازہ لگا لینا ضروری ہے۔ چاقو ٹائم سپیسر سائز کا تعین حوالہ کی مصنوعات کی طرف میں.
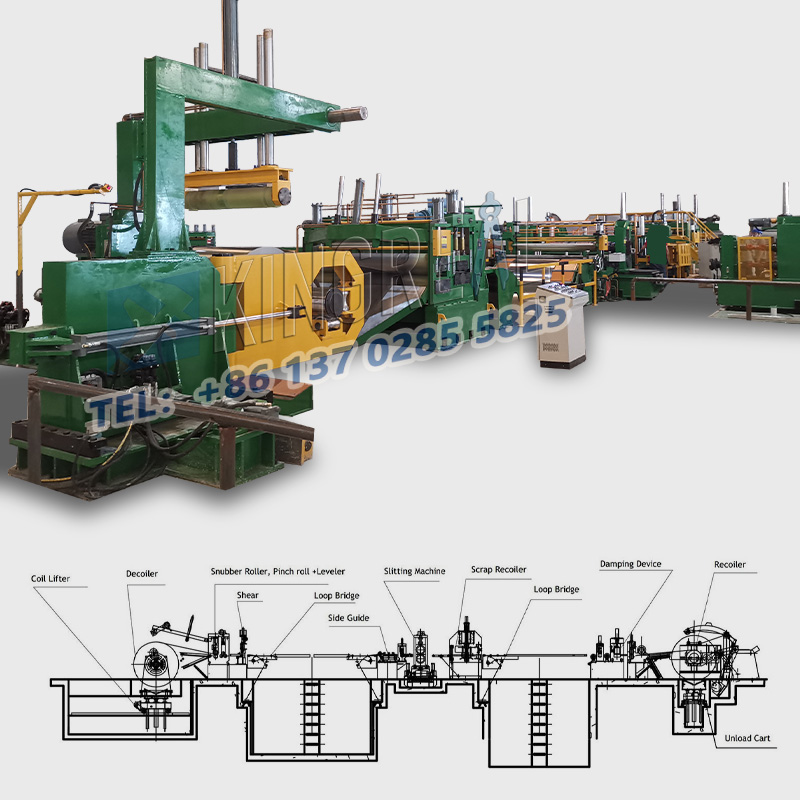
5۔قینچ کے طریقہ کار کو مدنظر رکھنا۔ اس کے مقابلے میں، اگر میٹل سلیٹر کا سامان سیدھا پل ٹائپ شیئر کو اپناتا ہے، تو اسٹیل کوائل کا تناؤ بڑھ جاتا ہے، ٹرانسورس وار پیج غائب ہو جاتا ہے، اور سائز غریبوں تک جاتا ہے۔
مندرجہ بالا وجوہات کی بناء پر، درج ذیل طریقوں سے بہتری لائی جا سکتی ہے۔
1۔سامان کے معمول کے آپریشن اور درستگی کو یقینی بنانے کے لیے دھاتی سلٹنگ مشین کو باقاعدگی سے برقرار رکھیں اور اس کی خدمت کریں۔
2.آپریٹرز کی تربیت کو مضبوط بنائیں تاکہ یہ یقینی بنایا جا سکے کہ وہ آپریشن کے درست طریقوں اور اقدامات سے واقف ہیں۔
3۔اعلیٰ معیار کے دھاتی مواد کا انتخاب کریں اور اس بات کو یقینی بنانے کے لیے کہ مواد یکساں اور نقائص سے پاک ہو، معیار کی جانچ کریں۔
4.میٹل سلٹنگ مشین کے چاقو کو باقاعدگی سے چیک کریں اور تبدیل کریں تاکہ اس کی کاٹنے کی قوت اور درستگی کو یقینی بنایا جا سکے۔
5۔ماحول کو کنٹرول کریں جہاں درجہ حرارت، نمی اور دیگر عوامل سے متاثر ہونے سے بچنے کے لیے دھاتی سلٹنگ مشین کا استعمال کیا جاتا ہے۔