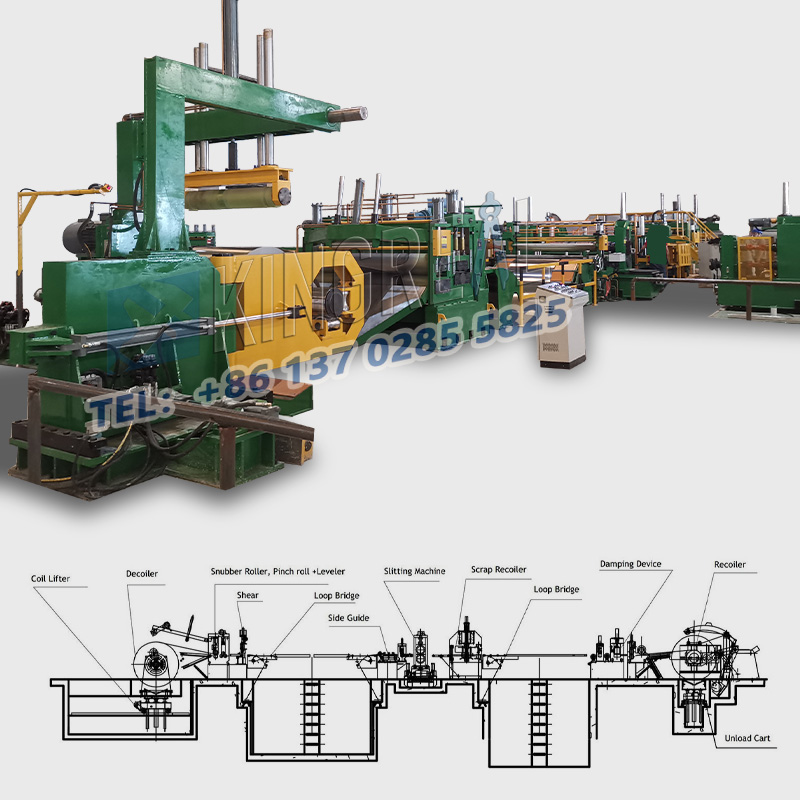
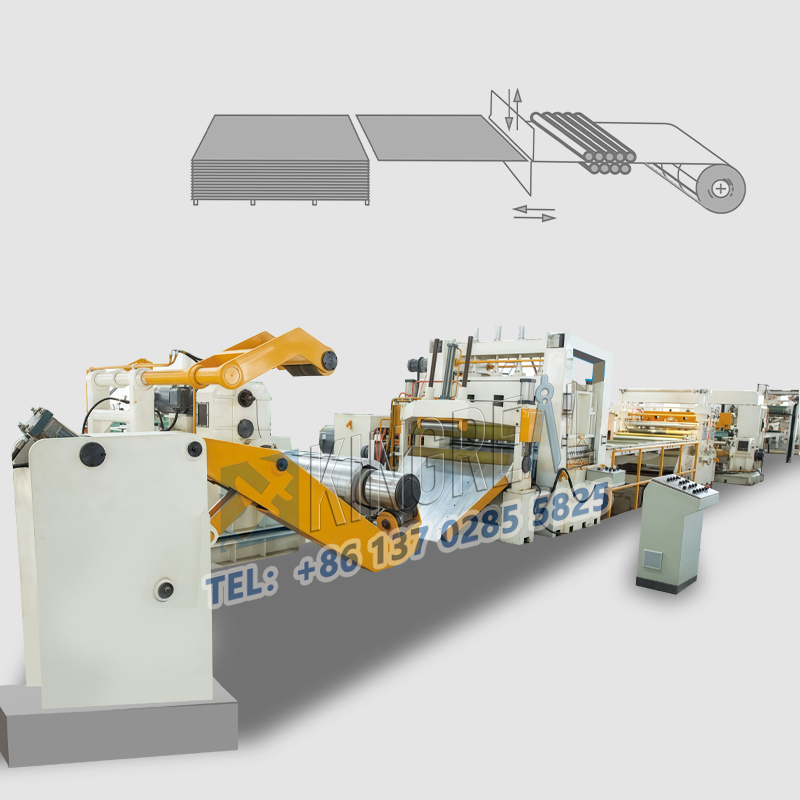
دھاتی سلٹنگ مشینسٹیل کوائل سلٹنگ مشین یا میٹل سلٹنگ مشین کے نام سے بھی جانا جاتا ہے، اس میں وسیع پیمانے پر ایپلی کیشنز ہیں اور میٹل پروسیسنگ انڈسٹری میں ایک اہم مقام ہے۔ اس سامان کا بنیادی کام مختلف پیداواری عمل کی ضروریات کو پورا کرنے کے لیے وسیع دھاتی کنڈلیوں کو متعدد تنگ پٹیوں میں درست طریقے سے کاٹنا ہے۔

دھاتی سلٹنگ مشینیں۔ کئی صنعتوں میں کلیدی کردار ادا کرتے ہیں، اور ان کی اعلیٰ درستگی اور کارکردگی انہیں دھاتی پروسیسنگ کے عمل کے لیے ناگزیر بناتی ہے۔ چاہے آٹوموٹیو مینوفیکچرنگ، تعمیر، برقی پیداوار، گھریلو آلات کی تیاری، پیکیجنگ، یا ایرو اسپیس اور فوجی صنعتوں میں، دھاتی سلٹنگ مشینیں اپنی بہترین کارکردگی اور بھروسے کے ساتھ مختلف قسم کی اعلیٰ درستگی اور اعلیٰ مانگ کی پروسیسنگ ضروریات کو پورا کرتی ہیں۔
دھاتی پروسیسنگ کے میدان میں، سامان کی درستگی اور کارکردگی کا آؤٹ پٹ کے معیار پر نمایاں اثر پڑتا ہے۔ دھاتی سلیٹر یا کوائل سلیٹر میں کلیدی اجزاء میں سے ایک بلیڈ ہے۔ اس بات کو یقینی بنانا کہ مشین بلیڈ کے انحراف کے مسائل کے بغیر چلتی ہے دھاتی کٹ کی مستقل مزاجی اور سالمیت کو برقرار رکھنے کے لیے اہم ہے۔ اس مضمون میں، ہم شیٹ میٹل کوائل سلیٹر میں بلیڈ کے انحراف کی عام وجوہات پر غور کریں گے اور عملی حل فراہم کریں گے۔
"سلیٹر بلیڈ کی غلطی کا نتیجہ کیوں نکلتا ہے؟"
دھاتی سلیٹر بلیڈ کے انحراف خراب کٹ کوالٹی، مواد کے فضلے میں اضافہ اور زیادہ آپریٹنگ اخراجات کا باعث بن سکتے ہیں۔ ان انحرافات کی اصل وجہ کی نشاندہی کرنا اور موثر اصلاحی اقدام کو نافذ کرنا بہت ضروری ہے۔ بلیڈ کے انحراف کی ایک اہم وجہ فیڈ پوزیشننگ اسٹاپس کو غلط طریقے سے ایڈجسٹ کرنا ہے۔ اگر اسٹاپس مناسب طریقے سے منسلک نہیں ہوتے ہیں، تو یہ کٹائی کے عمل کے دوران بلیڈ پر غیر مساوی دباؤ کا باعث بن سکتا ہے، جو بدلے میں انحراف کا باعث بنتا ہے۔
بلیڈ کا استعمال جو کچھ علاقوں میں سست ہو چکے ہیں انحراف کا سبب بھی بن سکتے ہیں۔ جب بلیڈ کا کچھ حصہ پھیکا جاتا ہے، تو یہ تیز حصے سے مختلف رفتار سے کاٹتا ہے، جس کے نتیجے میں متضاد کٹوتی ہوتی ہے۔
کاغذی گائیڈ پہیوں کی غلط سیدھ بھی بلیڈ کے انحراف کی ایک عام وجہ ہے۔ کاغذی گائیڈ کے پہیوں کو مناسب طریقے سے سیدھ میں رکھنا چاہیے تاکہ یہ یقینی بنایا جا سکے کہ مواد سلیٹر سے سیدھی لائن میں گزرتا ہے۔

"slitting مصنوعات کی صحت سے متعلق کو بہتر بنانے کے لئے کس طرح؟"
پھٹے ہوئے دھاتی سلیٹر بلیڈ مختلف قسم کے حالات کا باعث بن سکتے ہیں جیسے بررز، کریز اور سلٹ پروڈکٹ کے خام مال کو نقصان۔ کٹے ہوئے مواد پر گڑھوں کا مسئلہ عام طور پر خستہ حال بلیڈوں، چاقو کی سلاٹ کو بہت اتھلے سے اوورلیپ کرنے والے بلیڈ یا چاقو کی سلاٹ میں پھنس جانے والے ملبے کی وجہ سے ہوتا ہے۔ burrs کو روکنے کے لئے، اس بات کو یقینی بنائیں کہ بلیڈ تیز ہیں اور باقاعدگی سے دیکھ بھال کر رہے ہیں. چاقو کے سلاٹ کے ساتھ بلیڈ کے اوورلیپ کو تجویز کردہ گہرائی (عام طور پر 2.5 ملی میٹر کے اندر) میں ایڈجسٹ کریں۔ کسی بھی ملبے کو ہٹانے کے لیے چاقو کی سلاٹ کو باقاعدگی سے صاف کریں جو کاٹنے کے عمل میں مداخلت کر سکتا ہے۔
1. سلٹ میٹریل میں کریز اور آنسو کئی عوامل کی وجہ سے ہو سکتے ہیں، بشمول ناقص کوالٹی ان پٹ میٹریل اور بہت گہرا کرمپ۔ پھٹنے اور پھٹنے کے امکانات کو کم کرنے کے لیے اعلیٰ معیار کے ان پٹ مواد کا استعمال کریں۔ مواد پر ضرورت سے زیادہ دباؤ کو لاگو ہونے سے روکنے کے لیے کرمپ کی گہرائی کو مناسب سطح پر ایڈجسٹ کرکے پھاڑنا کم کریں۔
2. کٹے ہوئے مواد میں کریز اور آنسو کئی عوامل کی وجہ سے ہو سکتے ہیں، بشمول ناقص کوالٹی ان پٹ میٹریل اور گہرا کرمپنگ۔ پھٹنے اور پھٹنے کے امکانات کو کم کرنے کے لیے اعلیٰ معیار کے ان پٹ مواد کا استعمال کریں۔ مواد پر ضرورت سے زیادہ دباؤ کو لاگو ہونے سے روکنے کے لیے کرمپ کی گہرائی کو مناسب سطح پر ایڈجسٹ کریں، اس طرح پھاڑنا کم ہوتا ہے۔
3. سلٹ مواد کے غیر کھڑے کناروں کی وجہ سے کئی مسائل ہو سکتے ہیں، بشمول بلیڈ کا غلط زاویہ، نالی میں مرکز میں نہ ہونے والے بلیڈ، یا بلیڈ کا سیدھ سے باہر ہونا۔ وقتا فوقتا بلیڈ کے زاویے کو چیک کریں اور اس بات کو یقینی بنانے کے لیے ایڈجسٹمنٹ کریں کہ یہ مواد پر کھڑا ہے۔ چاقو کی سلاٹ میں بلیڈ کو درمیان میں رکھیں اور اس بات کو یقینی بنائیں کہ کاٹنے کے زاویے کو برقرار رکھنے کے لیے بلیڈ کو یکساں طور پر تیز کیا جائے۔

اسٹیل کوائل سلیٹر یا کوائل سلیٹر میں بلیڈ کے انحراف کو دور کرنا آپ کے دھاتی سلٹنگ آپریشن کے معیار اور کارکردگی کو برقرار رکھنے کے لیے اہم ہے۔ ان انحراف کی عام وجوہات کو سمجھ کر اور مناسب حل پر عمل درآمد کر کے، آپ اس بات کو یقینی بنا سکتے ہیں کہ آپ کی دھات کی سلٹنگ مشین بہترین طریقے سے کام کرے، اعلیٰ معیار کا کٹ مواد تیار کرے اور فضلہ کو کم سے کم کرے۔