دھاتی سلیٹنگ مشینیںتنگ سٹرپس تیار کرنے کے لئے استعمال کیا جاتا ہے جو دھات کے کنڈلیوں سے صارفین کی ضروریات کو پورا کرتے ہیں جیسے سٹینلیس سٹیل ، اسٹیل ، ایلومینیم ، تانبے ، گرم رولڈ ، ٹھنڈے رولڈ ، اور پی پی جی آئی جیسے انکولنگ ، سلیٹنگ ، اور پیچھے ہٹنا جیسے عمل کے ذریعے۔ دھات کی پروسیسنگ کے میدان میں یہ دھات کی سلیٹنگ لائنیں وسیع پیمانے پر لاگو ہوتی ہیں۔ دھات کے کنڈلیوں کی عمدہ پروسیسنگ میں کلیدی لنک کے طور پر ، دھات کی سلیٹنگ مشین خام مال کو بہاو تیار شدہ مصنوعات کی تیاری کے ساتھ جوڑتی ہے۔ ان میں سے ، آٹوموٹو پارٹس ، گھریلو آلات کے گولوں ، اور پائپ مینوفیکچرنگ جیسے کھیتوں میں دھات کی سلیٹنگ لائنوں کا مطالبہ خاص طور پر مضبوط ہے۔
لہذا ، دھاتی سلیٹنگ لائنوں اور سلیٹنگ کے عمل کو سمجھنے سے کاروباری اداروں کو پیداواری طریقہ کار کو بہتر بنانے ، مادی فضلہ کو کم کرنے ، مصنوعات کی درستگی کو بہتر بنانے اور اس کے نتیجے میں موثر پیداوار کی بنیاد رکھنے میں مدد مل سکتی ہے۔ اس مضمون میں ، کنگریل اسٹیل سلیٹر دھات کی سلیٹنگ مشینوں اور سلیٹنگ کے عمل کے کلیدی علم کو متعارف کروائے گا جو ہر ایک کے لئے پانچ نکات سے ہے۔

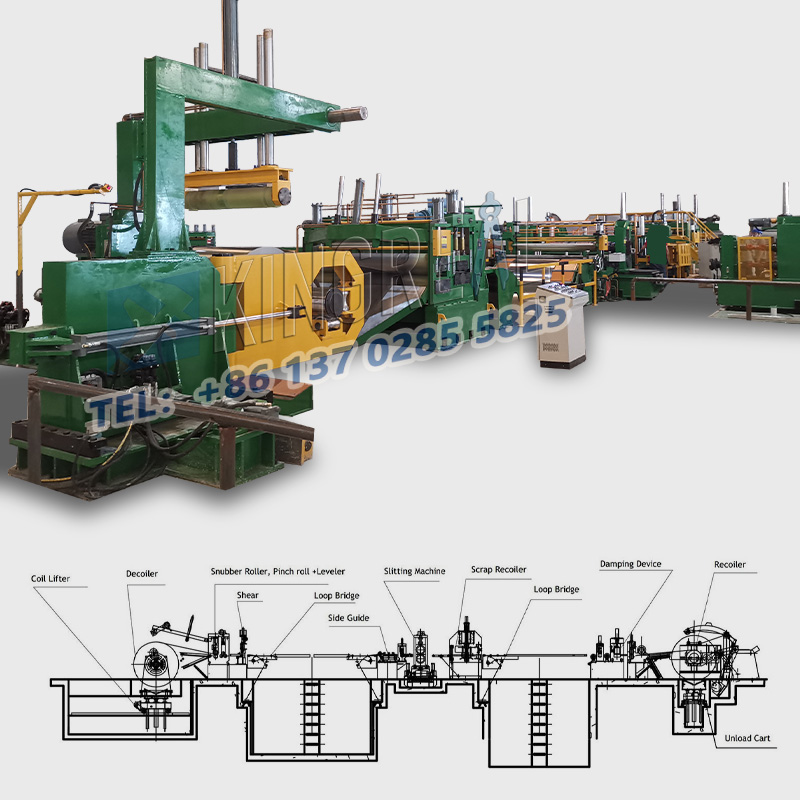
- دھات کی سلیٹنگ لائن کے لئے انکولنگ یونٹ
ڈیکوئلر کو دھات کے کنڈلیوں جیسے اسٹیل سٹرپس اور ایلومینیم سٹرپس کو مستحکم طور پر جاری کرنے کے لئے استعمال کیا جاتا ہے ، جس سے کنڈلیوں کو انحراف کرنے یا ناہموار تناؤ سے روکتا ہے۔ عام طور پر ، دھات کی سلیٹنگ مشین سے لیس ڈیکوئلر میں کنڈلی سپورٹ شافٹ اور تناؤ کنٹرول سسٹم شامل ہوتا ہے۔ کچھ دھات کی سلیٹنگ مشینیں بھی مختلف چوڑائیوں/موٹائی کے دھات کنڈلیوں کو اپنانے کے لئے خودکار سینٹرنگ ڈیوائس سے لیس ہوتی ہیں۔
- دھاتی سلیٹنگ لائن کے لئے رہنمائی اور سطح کا یونٹ
لیس کرنادھاتی سلیٹنگ لائنرہنمائی اور لگانے والے یونٹ کے ساتھ نقل و حمل کے دوران کنڈلی کے موڑنے اور جھرریوں کو درست کرنا ہے ، اس بات کو یقینی بنانا ہے کہ کنڈلی فلیٹ حالت میں طول بلد سلیٹنگ مرحلے میں داخل ہوجائے اور اس کے نتیجے میں کاٹنے کی غلطیوں کو کم کرے۔ اس کے علاوہ ، سطح کا اثر حتمی سلیٹنگ بورڈ کے چپٹا پن کو براہ راست متاثر کرے گا ، اور کنڈلی کی عدم مساوات کی وجہ سے کسی نہ کسی طرح کاٹنے والے کناروں سے گریز کرے گا۔
- دھاتی سلیٹنگ لائن کے لئے سلیٹر
دھات کی سلیٹنگ مشین سلیٹنگ چاقو کے متعدد سیٹوں کے ذریعہ پیش سیٹ سائز کے مطابق تنگ پٹیوں میں وسیع دھات کے کنڈلی کاٹتی ہے۔ ان میں ، دھات کی سلیٹنگ مشین کے چاقو گروپ کی جگہ کی ایڈجسٹمنٹ کی درستگی عام طور پر ± 0.1 ملی میٹر ہوتی ہے۔ بلیڈ کے مواد کا انتخاب کنگریل اسٹیل سلائٹر انجینئرز کے ذریعہ کسٹمر کے پروسیسنگ مواد کی نوعیت کے مطابق کیا جائے گا ، جیسے تیز رفتار اسٹیل ، سخت مصر ، مختلف سختی کی دھاتوں کے ساتھ ہم آہنگ۔
- دھاتی سلیٹنگ مشین کے لئے سمیٹنے والی یونٹ
سلیٹنگ کے بعد تنگ دھات کی پٹیوں کو بعد میں اسٹوریج ، نقل و حمل یا اگلے پروسیسنگ کے طریقہ کار میں براہ راست داخلے کی سہولت کے ل rols صاف طور پر رولوں میں ڈھیر کیا جاتا ہے (جیسے اسٹیمپنگ ، موڑنے)۔ سمیٹنے والے تناؤ کو کاٹنے کی رفتار کے ساتھ مماثل ہونا چاہئے تاکہ پٹی کو سمیٹنے کے دوران کھینچنے اور خراب ہونے یا ڈھیلنے سے روکیں ، تیار شدہ رول مواد کی سختی کو یقینی بنائیں۔
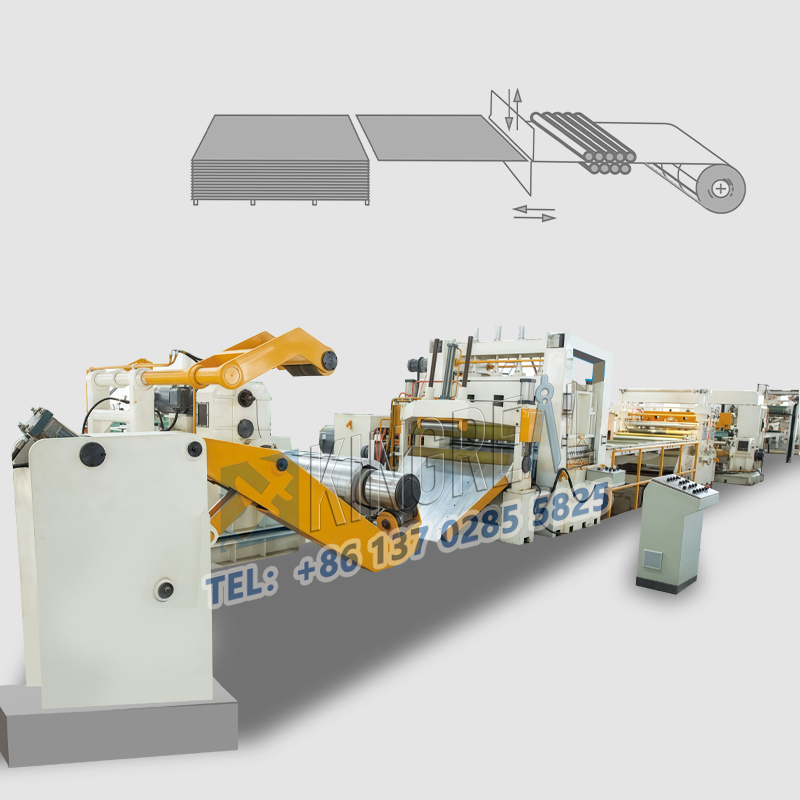
مرحلہ 1: دھاتی سلیٹنگ لائن کے لئے کنڈلی معائنہ اور پیرامیٹر کی ترتیب
مواد (جیسے کاربن اسٹیل ، سٹینلیس سٹیل ، ایلومینیم کھوٹ ، سلیکن اسٹیل ، وغیرہ) ، موٹائی (0.2-16 ملی میٹر) ، اور دھات کے کنڈلی کی چوڑائی کی جانچ کریں ، اور اس کے متعلقہ پیرامیٹرز سے ملتے ہیںدھاتی سلیٹنگ لائن. ان پٹ کلیدی پیرامیٹرز جیسے سامان کنٹرول سسٹم میں چوڑائی ، سمیٹنے کی رفتار اور تناؤ کی قیمت۔
مرحلہ 2: دھاتی سلیٹنگ لائن کے لئے انولول اور لیول
کنڈلی کے مواد کو جاری کرنے کے لئے ڈیکائلر کا آغاز کریں ، اسے رہنمائی کرنے والے طریقہ کار کے ذریعے سیدھ کریں ، اور پھر کنڈلی کے مادے کے اندرونی تناؤ کو سطح کے رولر کے ذریعے ختم کریں تاکہ یہ یقینی بنایا جاسکے کہ کنڈلی کا مواد آسانی سے کاٹنے کے عمل میں داخل ہوتا ہے۔
مرحلہ 3: دھات کی سلیٹنگ مشین کے لئے عین مطابق سلیٹنگ
سلیٹنگ چاقو گروپ پیش سیٹ کے وقفوں پر کنڈلی پر طول بلد کاٹنے کا کام کرتا ہے ، اور بیک وقت کاٹنے کے دوران کنڈلی کی نقل مکانی کو روکنے کے لئے دبانے والے میکانزم کے ذریعہ کنڈلی کو ٹھیک کرتا ہے۔ حقیقی وقت میں کنارے کاٹنے والے معیار کی نگرانی کریں (جیسے کوئی برز اور کوئی کرلیڈ کناروں کو نہیں) ، اور صورتحال کی ضرورت کے مطابق ٹول کے دباؤ یا رفتار کو ٹھیک کرنا۔
مرحلہ 4: دھات کی سلیٹنگ مشین کے لئے پیچھے ہٹنا
سلیٹنگ کے بعد تنگ سٹرپس گائیڈ رولر کے ذریعے ریکوئیلر میں داخل ہوتی ہیں اور پیش سیٹ تناؤ کے مطابق رولس میں زخمی ہوجاتی ہیں۔ کچھ ماڈل خودکار سلیٹنگ اور لیبلنگ کے افعال سے لیس ہیں
 |
 |
صارفین کے مختلف مطالبات کے مطابق ، کنگریل اسٹیل سلیٹر نے مختلف قسم کے دھات کی سلیٹنگ لائنوں کو ڈیزائن کیا ہے۔ مندرجہ ذیل میٹل سلیٹنگ مشین کے لئے مینوفیکچرنگ پلان ہے۔
دھات کے مواد کے ذریعہ: سٹینلیس سٹیل کنڈلی سلیٹنگ مشین ، اسٹیل کی پٹی سلیٹنگ مشین ، سلیکن اسٹیل کنڈلی سلیٹنگ مشین ، ایلومینیم کنڈلی سلیٹنگ مشین ....
مادی موٹائی کے ذریعہ:لائٹ ڈیوٹی سلیٹنگ مشین(0.2-3 ملی میٹر) ،میڈیم ڈیوٹی سلیٹنگ مشین(3 ملی میٹر -6 ملی میٹر) ،ہیوی ڈیوٹی سلیٹنگ مشین(6-16 ملی میٹر)
آٹومیشن کی ڈگری:مکمل خودکار دھات کی سلیٹنگ مشین، نیم خودکار دھات کی سلیٹنگ لائن۔
تخصیص کے ذریعہ:تیز رفتار دھاتی سلیٹنگ مشین, ڈبل سلیٹر ہیڈ کنڈلی سلیٹنگ مشین, بیلٹ تناؤ کنڈلی سلیٹنگ مشین.
مسئلہ 1: کنارے کاٹنے کے دوران برنز اور کرلیڈ ایجز نمودار ہوتے ہیں
ممکنہ وجوہات: بلیڈ پہننے/گزرنے ، بلیڈ گروپ کے وقفے کی غلط ایڈجسٹمنٹ ، اور کاٹنے کی رفتار اور دھات کے مواد کے مابین مماثلت۔
حل 1: باقاعدگی سے اس کا معائنہ کریںدھاتی سلیٹنگ لائناور بلیڈوں کو تبدیل کریں ، بلیڈ گروپ کے وقفے کو دوبارہ تشکیل دیں ، اور دھات کی سختی کے مطابق کاٹنے کی رفتار کو ایڈجسٹ کریں۔
مسئلہ 2: پھسلنے کے بعد سٹرپس کی چوڑائی میں ضرورت سے زیادہ انحراف
ممکنہ وجوہات: کنڈلی کی غلط مرکزیت ، ٹول گروپ کی ناکافی پوزیشننگ درستگی ، اور تناؤ کے اتار چڑھاو جس کی وجہ سے کنڈلی کا بے گھر ہونا پڑتا ہے۔
حل 2: دھات کی سلیٹنگ مشین کے رہنمائی میکانزم کے سنٹرنگ فنکشن کو چیک کریں ، چاقو گروپ کے پوزیشننگ سسٹم کی بحالی کریں ، اور تناؤ کنٹرول پیرامیٹرز کو بہتر بنائیں۔
مسئلہ 3: سمیٹنے کے بعد رول کا مواد ڈھیلا یا جھرری ہوجاتا ہے
ممکنہ وجوہات: ناکافی یا ناہموار سمیٹ تناؤ ، غیر متزلزل سمیٹنے کی رفتار اور کاٹنے کی رفتار ، کنڈلی مواد کی نامکمل سطح۔
حل: سمیٹنے والے تناؤ کو کسی مناسب قدر میں ایڈجسٹ کریں ، بیک وقت کاٹنے اور سمیٹنے کی رفتار کو بہتر بنائیں ، اور چیک کریں کہ آیا دھات کی سلیٹنگ مشین میں لگنے والی مشین کے رولر شافٹ پہنے ہوئے ہیں۔
*سلیٹنگ کے عمل کا معیار معائنہ
جہتی معائنہ: تنگ سٹرپس کی چوڑائی اور موٹائی کی درستگی کا معائنہ کرنے کے لئے کیلیپرز اور لیزر چوڑائی گیجز کا استعمال کریں تاکہ وہ آرڈر کی ضروریات کو پورا کریں۔
بصری معائنہ: ضعف یا ٹولز کے ذریعے چیک کریں کہ آیا کٹ ایج ہموار اور بروں سے پاک ہے ، اور چاہے رول میٹریل کی سطح پر خروںچ یا جھریاں ہوں۔
کارکردگی کی جانچ: چیک کریں کہ آیا سلیٹنگ کے بعد دھات کی مکینیکل خصوصیات (جیسے ٹینسائل طاقت) پروسیسنگ کی وجہ سے نقصان پہنچا ہے۔
*دھاتی سلیٹنگ مشینوں کی روزانہ دیکھ بھال
باقاعدگی سے صفائی: کے اندرونی حصے سے دھات کے ملبے کو ہٹا دیںدھاتی سلیٹنگ لائناس کو ٹول اسمبلی میں پھنس جانے یا رہنمائی کرنے والے طریقہ کار کی درستگی کو متاثر کرنے سے روکنے کے لئے۔
اجزاء کی چکنا: باقاعدگی سے چکنا کرنے والے تیل کو منتقل کرنے والے حصوں میں شامل کریں جیسے ٹول سیٹنگ گروپ کی بیرنگ اور پہننے کو کم کرنے کے لئے غیر منقولہ/روائنڈنگ شافٹ
بلیڈ کی بحالی: بلیڈوں کو باقاعدگی سے پالش اور گزرنے والی ، یا بلیڈ کی پریشانیوں کی وجہ سے پروسیسنگ کے معیار کو متاثر کرنے سے بچنے کے لئے پہننے کی ڈگری کے مطابق ان کی جگہ لیں۔
سسٹم انشانکن: پی ایل سی کنٹرول سسٹم میں پیرامیٹرز کو ماہانہ/سہ ماہی میں کیلیبریٹ کریں تاکہ یہ یقینی بنایا جاسکے کہ دھات کی سلیٹنگ لائن عین مطابق آپریٹنگ حالت میں ہے۔