تنگ سٹرپس کے معیار کی ضمانت دینے کے لئے ایک سب سے اہم عوامل عین مطابق پھسلنا ہے۔ چاہے سٹینلیس سٹیل ، اسٹیل ، ایلومینیم کھوٹ ، تانبے ، پی پی جی آئی ، سرد رولڈ ، یا گرم رولڈ ، سلیٹنگ کے دوران سخت رواداری رکھنا فوری طور پر مصنوعات کے معیار ، بہاو پروسیسنگ کی کارکردگی ، اور صارفین کی اطمینان سے منسلک ہوتا ہے۔ تنگ سٹرپس کو بھی کٹے چوڑائی ، کنارے کے نقائص ، یا مادی گھماؤ میں تبدیلیوں میں چھوٹے فرق کے لئے بھی مسترد کیا جاسکتا ہے۔
تو ، آپ کس طرح صحیح طریقے سے چل سکتے ہیں aاسٹیل کی پٹی سلیٹنگ لائنسخت رواداری کو حاصل کرنے کے لئے؟ اس مضمون میں پانچ اہم پہلوؤں کا جائزہ لیا گیا ہے: اسٹیل کی پٹی سلیٹنگ مشین سیٹ اپ ، تناؤ کنٹرول ، ٹول کنفیگریشن ، مادی ہینڈلنگ ، اور اسٹیل کی پٹی سلیٹنگ لائن کی بحالی۔

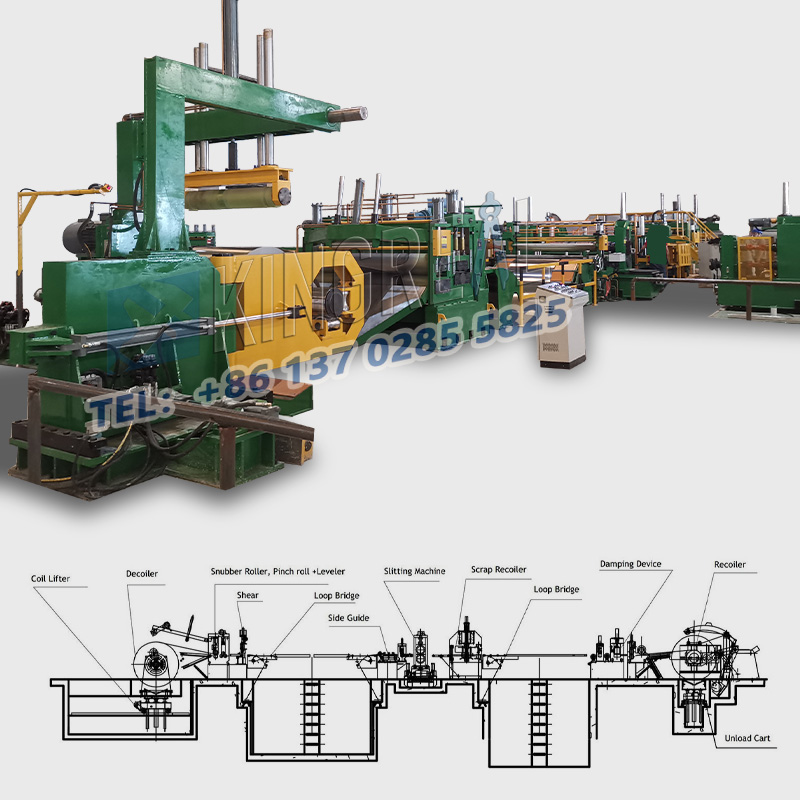
کا ابتدائی سیٹ اپاسٹیل کی پٹی سلیٹنگ مشینسلیٹنگ رواداری کے حصول کے لئے بنیادی ہے۔ اسٹارٹ اپ سے پہلے پانچ کلیدی پہلوؤں پر توجہ دی جانی چاہئے:
-اسٹیل پٹی سلیٹنگ لائن سیدھ: چلانے والے مواد سے پہلے ، مینڈریل کی سیدھ (درست بنیادی آپریشن کو یقینی بنانے کے لئے) ، سلیٹنگ محور (انوائنڈ/ریوائنڈ محور کے متوازی) ، اور اسٹیل کی پٹی سلیٹنگ مشین بیس کو چیک کریں۔ لیزر سیدھ ٹولز کا استعمال عین مطابق جزو کی پوزیشننگ کو یقینی بنانے کے لئے کیا جاتا ہے تاکہ غلطیوں کی وجہ سے ہونے والی غلطیوں سے بچا جاسکے۔
-میگنیٹک کور سلیکشن اور انسٹالیشن: اندرونی قطر کے ساتھ ایک سرکلر ، سیدھا مقناطیسی کور منتخب کریں جو اسٹیل کی پٹی سلیٹنگ مشین شافٹ سے مماثل ہے۔ اس بات کو یقینی بنائیں کہ پھسلن یا اخترتی کو روکنے کے لئے یہ محفوظ طریقے سے نصب ہے۔ بنیادی حراستی غلطیاں سلیٹنگ یپرچر کا سفر کرسکتی ہیں ، لہذا کنارے کے معیار اور چوڑائی کی درستگی سے سمجھوتہ کریں۔
-ٹول پوزیشننگ: اسٹیل کی پٹی سلیٹنگ لائن کے لئے انشانکن میٹر یا تصدیق شدہ ڈیجیٹل ریڈ آؤٹ کا استعمال کرتے ہوئے آرڈر کی وضاحت کے مطابق سلیٹنگ کی چوڑائی کا تعین کرنے کے لئے ٹول پوزیشن کو عین مطابق ایڈجسٹ کریں۔ اسٹارٹ اپ سے پہلے چیک کریں تاکہ یہ یقینی بنایا جاسکے کہ ٹول کو جگہ میں بند کر دیا گیا ہے تاکہ تبدیلی اور انحراف کو روکنے کے ل .۔
-رول گائیڈ: جہتی استحکام کو یقینی بناتے ہوئے ، ناہموار تناؤ اور انحراف کو روکنے کے لئے سلیٹنگ ایریا میں داخل ہونے سے پہلے رول کو مرکز کرنے کے لئے ابتدائی گائیڈ پوزیشن کو ایڈجسٹ کریں۔
پروگرام کی توثیق: اگر اسٹیل کی پٹی سلیٹنگ مشین قابل پروگرام ہے تو ، اس بات کی تصدیق کریں کہ صحیح پروگرام بھری ہوئی ہے اور اس طرح کے پیرامیٹرز جیسے تناؤ وکر اور سلیٹنگ اسپیڈ آپریٹنگ ضروریات کو پورا کرتے ہیں تاکہ پیرامیٹر کی غلطیوں سے بچنے کے ل that جو رواداری کو متاثر کرسکیں۔
 |
 |
تنصیب کنارے کو پہنچنے والے نقصان اور اخترتی کو روکنے کے لئے تیار شدہ رولس کو احتیاط سے سنبھالیں۔
تناؤ مستقل مزاجی: پورے میں یکساں تناؤ کو برقرار رکھیںاسٹیل کی پٹی سلیٹنگ مشینعمل ، غیر منقولہ ، سلٹنگ ، ریوائنڈنگ سے لے کر۔ مادی چوڑائی میں بدلاؤ ، کھینچنے ، کنارے کی لہریں ، رکوع اور رواداری سب تناؤ کی تبدیلی سے شدید متاثر ہوتی ہے۔
زون کنٹرول: جدید اسٹیل کی پٹی سلیٹنگ لائنوں میں غیر منقولہ ، سلیٹنگ ، اور دوبارہ لگانے کے لئے آزاد تناؤ کے زون ہیں۔ بوجھ کے خلیوں اور تناؤ کے ریگولیٹرز کو باقاعدگی سے کیلیبریٹ کرنا چاہئے۔
تناؤ کو مادی خصوصیات کی بنیاد پر طے کیا جانا چاہئے: بہت کم پھسل اور خراب ٹریکنگ کا باعث بن سکتا ہے۔ بہت اونچا مواد کو بڑھا سکتا ہے ، جس سے کنارے کی خرابی ہوتی ہے۔
-ونڈنگنگ: کمپریس ایبل مواد کے ل core ، کور پر ایک اعلی تناؤ کا اطلاق ہوتا ہے ، آہستہ آہستہ کم ہوتا جاتا ہے کیونکہ رول قطر میں اضافہ ہوتا ہے تاکہ بغیر کسی مستحکم رول کو یقینی بنایا جاسکے۔ نامناسب ٹیپر کنارے کو نقصان پہنچا سکتا ہے ، ناہموار سمیٹ ، اور چوڑائی مستقل مزاجی سے سمجھوتہ کرسکتا ہے۔
مادی علم: مختلف مواد کو مختلف کھینچنے کی حکمت عملی کی ضرورت ہوتی ہے۔ مادے کی لچکدار ماڈیولس اور پیداوار کی طاقت کو جاننا ضروری ہے تاکہ مادی نقصان یا رواداری کی خلاف ورزیوں سے بچنے کے لئے ایک مناسب تناؤ اسکیم تیار کی جاسکے۔
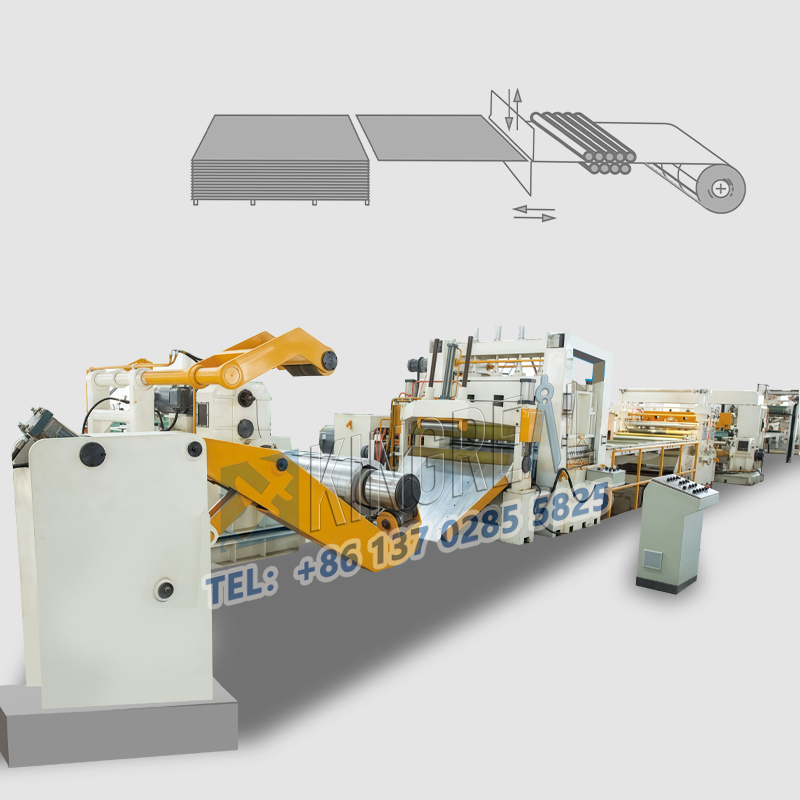
ٹول کی ترتیبات کٹوتی کے معیار اور جہتی درستگی کا تعین کرتے ہیں ، جس میں چار اہم پہلوؤں پر توجہ دی جاتی ہے۔
-ٹول نفاست: ایک مدھم ٹول مادے کو نچوڑ سکتا ہے یا پھاڑ سکتا ہے ، جس سے دھندلا پن پیدا ہوتا ہے اور رواداری کی خلاف ورزی ہوتی ہے۔ تیز کناروں کو برقرار رکھنے کے ل material ، مواد کی پہننے کی خصوصیات اور پروسیسنگ سائیکل پر مبنی ایک آلے کو تیز کرنا/تبدیل کرنے کا شیڈول طے کیا جانا چاہئے۔
-ٹول کی قسم اور سلیٹنگ کا طریقہ: مواد اور کٹ کی ضروریات کی بنیاد پر ٹولز کا انتخاب کریں۔ کسٹمر کی ضرورت پر مبنی رواداری کو یقینی بنانے کی ضرورت پر مبنی فلائی مونڈنے (مسلسل تیز رفتار) ، روٹری کینچی (اعلی صحت سے متعلق) ، یا فکسڈ شیئرنگ (وقفے وقفے سے چھوٹی بیچ) کے درمیان انتخاب کریں۔
-اینگل آپٹیمائزیشن: استرا قسم کی اسٹیل کی پٹی سلیٹنگ مشینوں کے ل tool ، ٹول پہننے کے ساتھ کٹوتی کٹوتی کے ل material مواد کے مطابق بلیڈ زاویہ کو ایڈجسٹ کریں۔ شیئر قسم کے اسٹیل کی پٹی سلیٹنگ لائنوں کے لئے اوپر اور نچلے بلیڈ کے درمیان فرق اور اوورلیپ کو ٹھیک کریں (کارخانہ دار کے چارٹ سے مشورہ کریں اور مادی خصوصیات کو مدنظر رکھیں)۔ نامناسب فرق یا اوورلیپ بروں اور کھردری کناروں کا سبب بن سکتا ہے۔
-آپریشنل استحکام: یقینی بنائیں کہاسٹیل کی پٹی سلیٹنگ مشینبلیڈ کے محور کے متوازی ہے اور روٹری بلیڈ کے ریڈیل رن آؤٹ کو کم سے کم کیا گیا ہے تاکہ "چہچہانا" نشانات اور غیر مستحکم کنارے کے معیار سے بچا جاسکے۔
 |
 |
معیاری مادی ہینڈلنگ مادی حوصلہ افزائی رواداری کی مختلف حالتوں کو روک سکتی ہے۔ چار اہم علاقوں پر توجہ دیں:
مشترکہ ناکامی یا ضرورت سے زیادہ موٹائی سے بچنے کے لئے مضبوط ، یکساں موٹے جوڑوں کا استعمال کریں جو سامان کو جام ، تناؤ کے اتار چڑھاو ، اور کٹ کنارے کو پہنچنے والے نقصان کا سبب بن سکتا ہے۔
-ج ایڈی رہنمائی: ویب کو سلیٹنگ کے علاقے میں مرکوز کرنے کے لئے فعال ویب گائڈز کا استعمال کیا جاتا ہے ، جس سے ویب انحراف کو روکا جاتا ہے جس کے نتیجے میں غیر مساوی چوڑائی اور بیرونی پٹی کے کنارے کا معیار خراب ہوتا ہے۔
رول ہینڈلنگ: رول کو لوڈ کرنے اور ان لوڈ کرنے کے لئے کرینیں اور شافٹ ہوسٹس کا استعمال کریں۔ ان اثرات یا قطروں سے پرہیز کریں جو بنیادی کو نقصان پہنچا سکتے ہیں اور اس کی حراستی کو متاثر کرسکتے ہیںاسٹیل کی پٹی سلیٹنگ لائنتنصیب کنارے کو پہنچنے والے نقصان اور اخترتی کو روکنے کے لئے تیار شدہ رولس کو احتیاط سے سنبھالیں۔
ڈیبریس مینجمنٹ: سلیٹنگ ایریا کو صاف رکھیں اور ملبے کو فوری طور پر ہٹا دیں تاکہ ویب کو موڑنے سے روک سکے ، کٹر میں مداخلت کریں ، یا رول میں درج ہوجائیں ، معیار اور رواداری کو متاثر کریں۔
بحالی مستحکم کو یقینی بناتی ہےاسٹیل کی پٹی سلیٹنگ لائنپانچ اہم شعبوں پر توجہ مرکوز کرکے آپریشن اور رواداری کی درستگی:
-معاون بحالی: کارخانہ دار کے شیڈول کے مطابق اجزاء کی سیدھ ، بیرنگ ، بیلٹ تناؤ ، گیئر پہننے ، اور نیومیٹک/ہائیڈرولک سسٹم کی جانچ کریں ، اور ممکنہ امور کو فوری طور پر حل کریں۔
-لوبیپشن مینجمنٹ: زیادہ سے زیادہ لمب (گرمی کی کھپت) یا انڈر لوبریکشن (اعلی رگڑ) سے بچنے کے لئے مخصوص وقت ، مقدار اور قسم کے مطابق چکنا کریں جو جزو پہننے اور کمپن کا سبب بن سکتا ہے۔
-اجزاء پہننے کا معائنہ: کلیدی اجزاء جیسے بیرنگ ، شافٹ اور گیئرز کا باقاعدگی سے معائنہ کریں ، اور کمپن ، پھسلن اور غلط فہمی کو رواداری کو متاثر کرنے سے روکنے کے لئے کسی بھی سخت پہنے ہوئے اجزاء کو فوری طور پر تبدیل کریں۔
-کلیئبریشن اور دیکھ بھال: غیر منقولہ آلات کی وجہ سے پیمائش کی غلطیوں کو روکنے کے لئے تناؤ کے سینسروں ، بوجھ کے خلیوں ، اور ڈیجیٹل پوزیشننگ سسٹم کو باقاعدگی سے کیلیبریٹ کریں ، جو پیرامیٹر کی ترتیبات کو متاثر کرسکتے ہیں۔
کلیننگ: ہموار آپریشن کو یقینی بنانے اور مسئلے کی نشاندہی کرنے میں آسانی کے ل steel ، خاص طور پر بیرنگ ، گائیڈ ریلوں اور سینسروں کے آس پاس ، دھول ، چکنائی اور ملبے سے اسٹیل کی پٹی سلیٹنگ مشین صاف کریں۔