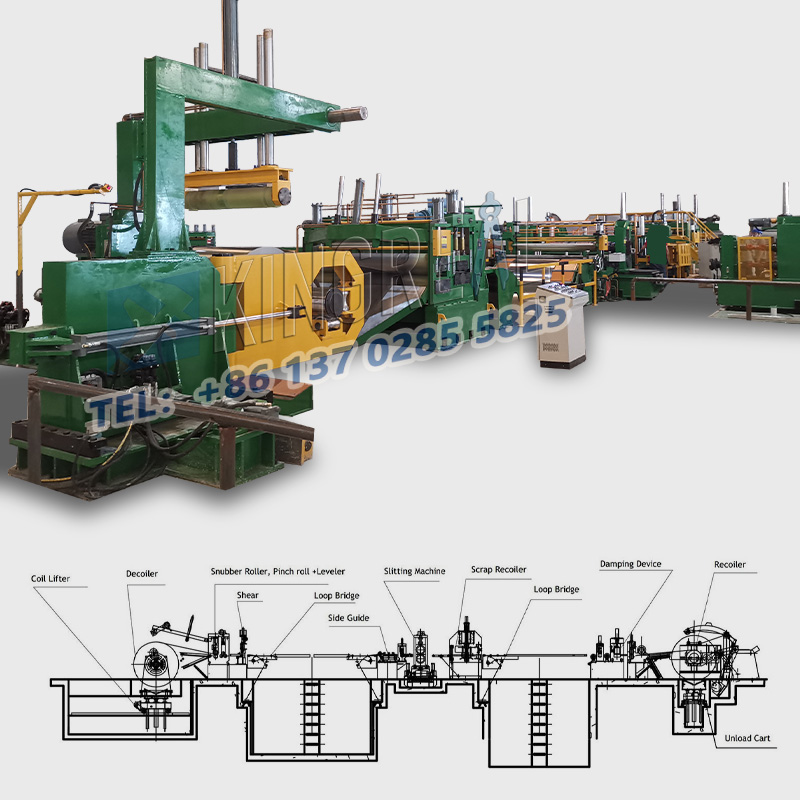
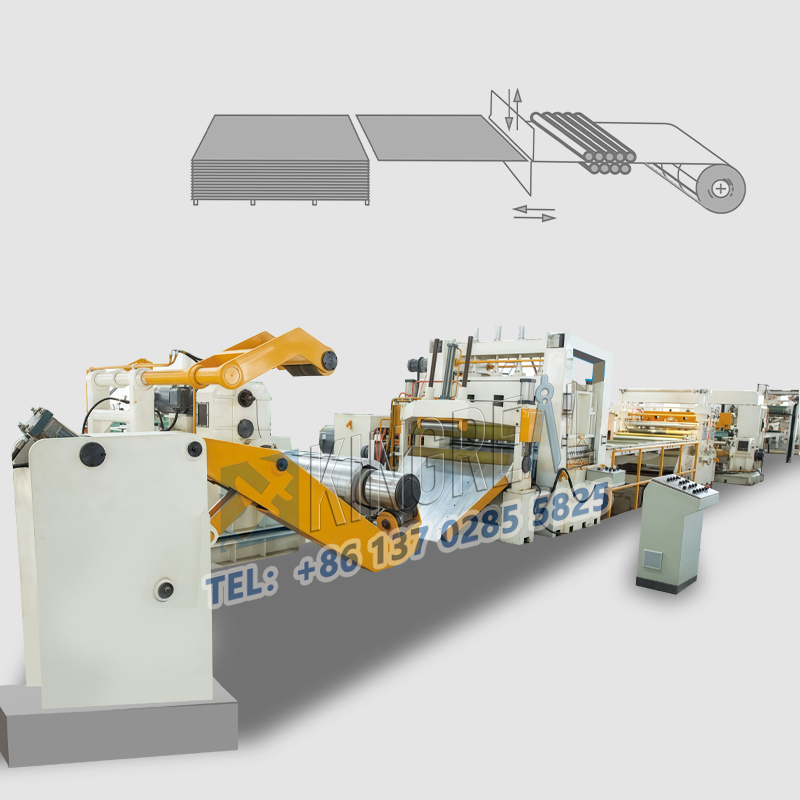
سٹیل کنڈلی slitting لائنوںاعلیٰ درستگی کے ساتھ تنگ سٹرپس بنانے کے لیے مواد کے چوڑے رولز کو کھولنا، کاٹنا، اور ریوائنڈنگ جیسے آپریشنز انجام دیں۔ تاہم، سٹیل کوائل سلٹنگ مشین کے آپریشن کے دوران کچھ غیر معمولی مظاہر ہو سکتے ہیں، بشمول غیر معمولی سمیٹنے والی شکل اور شیٹ میٹل پروسیسنگ کی اخترتی۔ KINGREAL STEEL SLITTER کا یہ مضمون موثر آپریشن کو یقینی بنانے کے لیے سٹیل کوائل سلٹنگ لائنوں میں عام مسائل کو حل کرنے کے طریقے کی تفصیلی وضاحت فراہم کرے گا۔
1. نرم کنڈلی
-مظاہر: ڈھیلے پن کی وجہ سے، اسٹیل کوائل ایک بار ریوائنڈنگ مشین شافٹ سے اتارنے کے بعد بیضوی شکل کی نرم کوائل تیار کرتی ہے۔
-حل: اس بات کو یقینی بنائیں کہ وائنڈنگ کے آغاز میں کافی تناؤ ہے، پھر آہستہ آہستہ دباؤ کو کم کریں جیسے جیسے کنڈلی کا حجم بڑھتا ہے۔ مناسب تناؤ کی ایڈجسٹمنٹ نرم کنڈلی کی موجودگی کو مؤثر طریقے سے روک سکتی ہے۔
2. ناہموار سمیٹنا
مظاہر: سٹیل کی کنڈلی غلط سمیٹنے کی وجہ سے دوربین کی شکل دکھاتی ہے۔
وجوہات اور حل:
A. ناکافی تناؤ: اگر ابتدائی تناؤ کم ہو تو، تکمیل کے دوران غلط خطوط پیدا ہونے کے پابند ہیں۔ سمیٹنے سے شروع کرتے ہوئے، تناؤ کو بڑھانے کا مشورہ دیا جاتا ہے۔ کنڈلی کا حجم بڑھنے کے ساتھ اسے آہستہ آہستہ کم کریں۔
B. غیر متوازن تناؤ: ناقص کٹنگ اینگل یا گائیڈ کی غلط ترتیب ہر طرف بے ترتیب لمبائی پیدا کر سکتی ہے۔ اس بات کو یقینی بنائیں کہ ریوائنڈنگ مشین درست طریقے سے منسلک ہے تاکہ تناؤ کی مختلف حالتوں کے امکان کو کم کرنے میں مدد ملے۔ اس کی ترتیبات چیک کریں.
C. اندرونی کلیمپ کی مصروفیت کی ناقص پوزیشن: متضاد مصروفیت تناؤ کی تبدیلیوں کا سبب بنتی ہے۔ مستقل مزاجی کو یقینی بنانے کے لیے الگ کرنے والے کی پوزیشن کو دوبارہ ایڈجسٹ کرنے کی ضرورت ہے۔
D. لوپ میں بائیں اور دائیں جھولنے والی اسٹیل کی پٹی: نیچے دبانے کے لیے محسوس جیسے نرم مواد کا استعمال جھولنے کو مؤثر طریقے سے روک سکتا ہے۔
E. پروڈکشن لائن سٹاپج: سٹاپ کے بعد دوبارہ شروع ہونے پر، مستحکم سمیٹ پریشر کو برقرار رکھنے کے لیے تناؤ کی بحالی پر توجہ دی جانی چاہیے۔
F. الگ کرنے والے کی چوڑائی کی غلط ترتیب: یقینی بنائیں کہ الگ کرنے والے کی چوڑائی مناسب طریقے سے سیٹ کی گئی ہے، عام طور پر تیار شدہ مصنوعات کی چوڑائی اور پلیٹ کی موٹائی۔
3. اندرونی قطر کی آرکنگ
مظاہر: سمیٹنے کے عمل کے دوران، ریوائنڈنگ مشین سے ہٹائے جانے پر سٹیل کی کنڈلی اچانک اندرونی قطر کی آرکنگ کی نمائش کرتی ہے۔
وجہ: یہ عام طور پر ضرورت سے زیادہ سمیٹنے والے تناؤ سے متعلق ہوتا ہے، خاص طور پر جب موٹی پلیٹوں کی پروسیسنگ ہوتی ہے۔
-حل: دباؤ کو ایڈجسٹ کریں اور اندرونی قطر کے آرکنگ سے بچنے کے لیے تناؤ کو بھی یقینی بنائیں۔
1. سانپ کی طرح جھکنا (درانتی جھکنا)
- رجحان: مونڈنے کی وجہ سے سٹیل کی کنڈلی چوڑائی کی سمت میں موڑتی ہے۔
اسباب اور انسدادی تدابیر:
A. خام مال کے مسائل: پیرنٹ کوائل میں بقایا تناؤ مونڈنے کے بعد جاری ہوتا ہے۔ مادی پروسیسنگ کے دوران تناؤ سے نجات کا علاج کرنے کی سفارش کی جاتی ہے۔
B. Burr کے مسائل: Burrs کنارے کی ناہموار موٹائی کا سبب بنتے ہیں۔ burrs سے بچنے کے لیے پروسیسنگ کے دوران تیز ٹولز کو برقرار رکھیں۔
C. ناہموار بلیڈ گیپ: بلیڈ کے یکساں فرق کو یقینی بنائیں تاکہ مخصوص علاقوں میں ضرورت سے زیادہ یا چھوٹے خلا کی وجہ سے ہونے والے فرق کو پھیلانے سے بچا جا سکے۔
D. ریکوئلر کا یک طرفہ تناؤ: یکساں مجموعی تناؤ کو برقرار رکھیں، اور مستقل مزاجی کو یقینی بنانے کے لیے جداکاروں اور تناؤ کی پلیٹوں کو ایڈجسٹ کریں۔
E. حد سے زیادہ تنگ سائیڈ گائیڈز: ضرورت سے زیادہ تنگی سے بچنے کے لیے سلٹنگ کے دوران سائیڈ گائیڈز کو مناسب طریقے سے ایڈجسٹ کریں۔
2. کنارے کی لہریں
- رجحان: اسٹیل کی پٹی کے کنارے کھینچنے کی وجہ سے بگڑ جاتے ہیں۔
اسباب اور انسدادی تدابیر:
A. burrs کی وجہ سے کنارے کی لہریں: burr کی نگرانی کو مضبوط بنائیں اور انہیں فوری طور پر سنبھالیں۔
B. ماپنے والے رولر سے ضرورت سے زیادہ دباؤ: اوور اسٹریچنگ کو روکنے کے لیے رولر پریشر کے پیرامیٹرز کو ایڈجسٹ کریں۔
C. کاٹنے والے اوزار کا سائیڈ پہننا: کاٹنے کے معیار کی ضمانت کے لیے، اکثر کاٹنے والے آلے کی حالت کو چیک کریں۔
D. سائیڈ گائیڈز میں اونچائی کا فرق: مستقل مزاجی کو یقینی بنانے کے لیے کٹنگ ٹولز کی اونچائی کو باقاعدگی سے چیک کریں۔
E. ریکوائلر سے پہلے ڈیفلیکشن رولر پہننا: یکساں تناؤ کو یقینی بنانے کے لیے سامنے والے رولر کے پہننے کی باقاعدگی سے پیمائش کریں۔
3. کمر کی کریز
-Phenomenon: کریز کے ذریعے سٹیل پلیٹ کی چوڑائی کی سمت میں ظاہر ہوتا ہے.
اسباب اور انسدادی تدابیر:
A. کٹے ہوئے چاقو کی وجہ سے ہونے والی کریزیں: ربڑ کی انگوٹھیوں کے سائز کو ایڈجسٹ کریں تاکہ انہیں کاٹنے والے اوزار کے ذریعے پکڑنے سے روکا جا سکے۔
B. خام مال کی شکل کے مسائل: تین رول لگانے والی مشین کا استعمال کریں اور کٹائی کے مرحلے سے پہلے معیار کی جانچ کریں۔
C. پھیلنے اور کنٹریکٹنگ ڈرم کے ساتھ مسائل: اسٹیل کی پٹی اور ڈرم کے درمیان اچھے رابطے کو یقینی بنائیں تاکہ پھیلنے اور معاہدہ کرنے کے عمل کے دوران ناہمواری سے بچا جا سکے۔
4. سمیٹنے والے نشانات
مظاہر: ریکوائلر کے پھیلتے اور کنٹریکٹنگ ڈرم کی سطح کی ناہمواری سمیٹنے کے معیار کو متاثر کرتی ہے۔
انسدادی اقدامات: پھیلتے اور کنٹریکٹنگ ڈرم کی سطح کا باقاعدگی سے معائنہ کریں اور اسے فوری طور پر ایڈجسٹ یا تبدیل کریں۔
5. جھریاں
- رجحان: اسٹیل پلیٹ کی سطح پر جھریاں نمودار ہوتی ہیں۔
وجوہات اور حل:
A. لائنر پیپر کے مسائل: لائنر پیپر کے معیار کو یقینی بنائیں اور اوور لیپنگ اور جھریوں سے بچیں۔
B. ربڑ کی انگوٹھی کے مسائل: باقاعدگی سے ربڑ کی انگوٹھیوں کی حالت کا جائزہ لیں تاکہ یہ یقینی بنایا جا سکے کہ وہ ڈھیلے تو نہیں ہیں۔
C. غیر مناسب تناؤ ایڈجسٹمنٹ: جھریوں کو روکنے کے لئے تناؤ پلیٹ کی ایڈجسٹمنٹ کو مضبوط کریں۔
جب خرابی کا سراغ لگاناسٹیل کنڈلی slitting لائنخرابیوں، ایک منظم نقطہ نظر اپنایا جانا چاہئے. عام طور پر درج ذیل اقدامات پر عمل کیا جا سکتا ہے۔
-ڈیٹا ریکارڈنگ: خرابی ہونے پر آپریٹنگ ماحول، وقت، اور سیٹ پیرامیٹرز کو ریکارڈ کریں۔
-سائٹ پر معائنہ: سٹیل کوائل سلٹنگ مشین کے کام کرنے کی حالت کا مشاہدہ کرنے کے لیے ایک بصری معائنہ کریں۔
-آپریٹر کے ساتھ بات چیت کریں: خرابی واقع ہونے سے پہلے آپریٹر سے آپریٹنگ اقدامات کے بارے میں پوچھیں۔
- مرحلہ وار خرابیوں کا سراغ لگانا: مندرجہ بالا غلطی کی درجہ بندی کے مطابق ممکنہ مسائل کو ایک ایک کرکے چیک کریں۔
ٹول کا استعمال: پیمائش اور ایڈجسٹمنٹ کے لیے ضروری ٹولز اور آلات استعمال کریں۔
KINGREAL STEEL SLITTER امید کرتا ہے کہ اس آرٹیکل کے ذریعے، آپ اسٹیل کے آپریشن میں مختلف مسائل سے مؤثر طریقے سے نمٹ سکتے ہیں۔سٹیل کنڈلی slitting لائناور مستحکم اور مسلسل پیداوار کو یقینی بنائیں۔ خرابی کو روکنے کے لیے باقاعدہ دیکھ بھال اور پیشہ ورانہ تربیت بھی اہم اقدامات ہیں۔