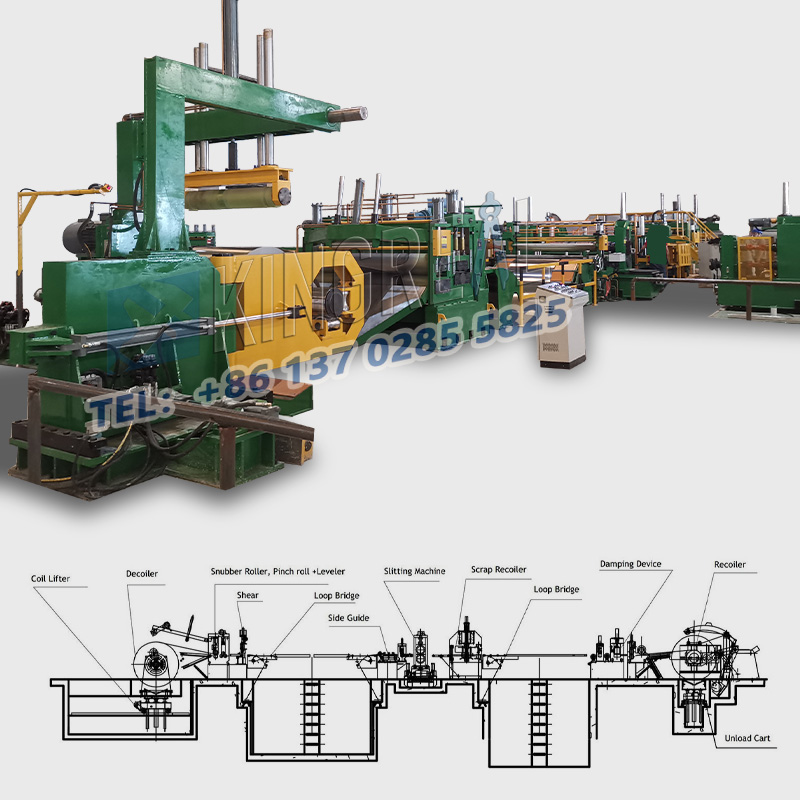
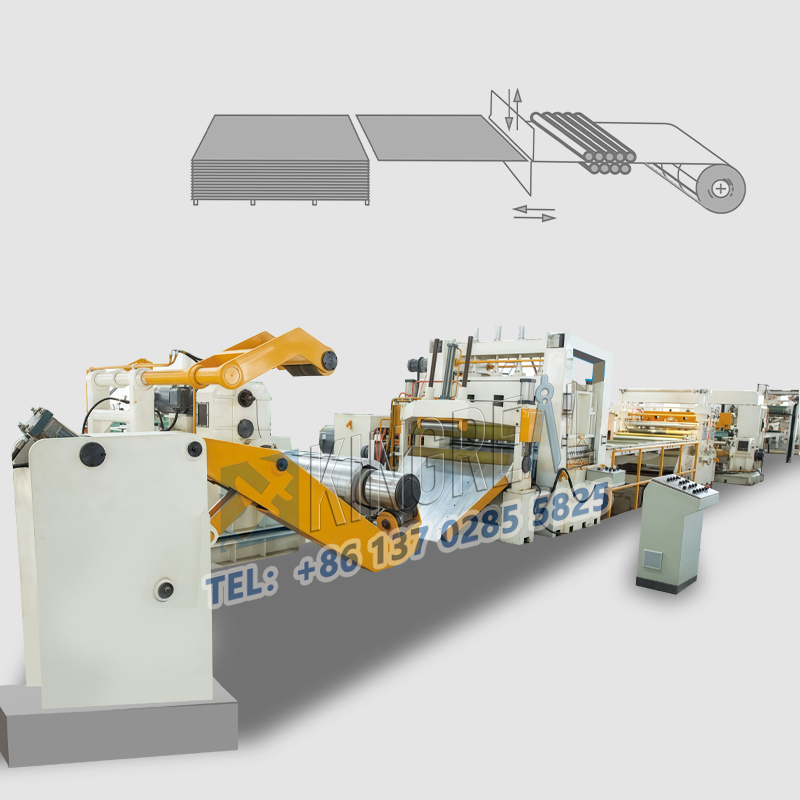
دھاتی سلٹنگ مشینیں۔دھاتی پروسیسنگ انڈسٹری میں بڑے پیمانے پر استعمال ہوتے ہیں، بنیادی طور پر دھاتی مواد کے بڑے رولز کو کئی تنگ سٹرپس میں کاٹنے کے لیے۔ تاہم، اصل آپریشن کے دوران، دھات کی کٹائی کی لکیریں مختلف اسامانیتاوں کا سامنا کر سکتی ہیں، جس کے نتیجے میں پروسیسنگ کی کارکردگی میں کمی یا مادی فضلہ ہو سکتا ہے۔ KINGREAL STEEL SLITTER کا یہ مضمون میٹل سلٹنگ مشینوں کے ساتھ کئی عام آپریشنل مسائل کو حل کرے گا اور صارفین کو ان کی دھات کی سلٹنگ لائنوں کو بہتر طریقے سے استعمال کرنے میں مدد کرنے کے لیے متعلقہ حل فراہم کرے گا۔
1.1 کوائل کا خاتمہ
سلائیٹنگ کے بعد، جب اسٹیل کوائل کو ریل سے ہٹایا جاتا ہے، تو یہ اکثر گر جاتا ہے اور بیضوی شکل کا ہو جاتا ہے۔ اس رجحان کی بنیادی وجہ سمیٹنے کے عمل کے دوران ناکافی تناؤ ہے، یا سٹیل کی پٹی کی سطح پر زنگ سے بچاؤ کے تیل کی موجودگی، تہوں کے درمیان کافی رگڑ کو روکتی ہے۔ اس مسئلے کو حل کرنے کے لیے درج ذیل اقدامات کیے جا سکتے ہیں۔
1.1.1 کوائل کی خرابی کو روکنے کے لیے سمیٹنے کے عمل کے دوران کافی تناؤ کو یقینی بنائیں۔
1.1.2 سٹیل کی پٹی کی سطح کا باقاعدگی سے معائنہ کریں تاکہ یہ یقینی بنایا جا سکے کہ یہ صاف اور تیل سے پاک ہے، اس طرح تہوں کے درمیان اچھی رگڑ کو یقینی بناتا ہے۔
1.2 اسٹیل کوائل کے ناہموار کنارے
ناہموار سٹیل کنڈلی کے کنارے بنیادی طور پر درج ذیل عوامل کی وجہ سے ہوتے ہیں۔
1.2.1 ناقص تناؤ: وائنڈنگ کے شروع میں کمزور تناؤ اور سمیٹنے کے اختتام پر مضبوط تناؤ ناہموار وائنڈنگ کا باعث بنتا ہے۔ اس سے بچنے کے لیے وائنڈنگ کے شروع میں تناؤ کو بڑھانا چاہیے اور آخر میں کم کرنا چاہیے۔
1.2.2 غیر مساوی تناؤ کی تقسیم: اگر سٹیل کی پٹی کو سیدھے کنارے پر نہیں کاٹا جاتا ہے، یا کٹائی کے دوران سٹیل کی پٹی کے سرکردہ کنارے میں کلیمپس کاٹتے ہیں، تو یہ غیر مساوی تناؤ کی تقسیم کا باعث بنے گی۔ آپریشن سے پہلے، اس بات کی تصدیق کریں کہ کٹائی کی پٹی مضبوطی سے ریل کی سطح سے جڑی ہوئی ہے تاکہ تناؤ کو یقینی بنایا جا سکے۔
1.2.3 لوپ پٹ میں دوغلا پن: اگر لوپ پٹ میں سٹیل کی پٹی ایک طرف سے دوسری طرف گھومتی ہے، اور چھوٹے گائیڈ رولرس ٹھیک طرح سے ٹھیک نہیں ہوتے ہیں، تو یہ تناؤ پلیٹ کے زاویہ میں تبدیلیوں کا سبب بن سکتا ہے، جس کے نتیجے میں ناہموار سمیٹنا پڑتا ہے۔ دوغلے پن کو کم کرنے کے لیے، لوپ پٹ کے بعد اسٹیل کی پٹی کی سطح سے رابطہ کرنے کے لیے قالین یا فیلٹ کا استعمال کیا جا سکتا ہے، اور چھوٹے گائیڈ رولرز کو ٹھیک کیا جانا چاہیے۔
1.2.4 برر جنریشن: تنگ سٹیل کی پٹیوں کے لیے، کٹائی کے دوران دونوں طرف بڑے گڑھے یا متضاد بررز ناہموار سمیٹنے کا باعث بن سکتے ہیں۔ لوپ پٹ میں اسٹیل کی پٹی کو اوپر کی طرف موڑ کے ساتھ پلٹنے کی سفارش کی جاتی ہے تاکہ گڑھوں کا منہ نیچے کی طرف ہو، مؤثر طریقے سے اس مسئلے کو روکا جا سکے۔
سلائیٹنگ کے بعد، سٹیل کی پٹی خرابی کا مظاہرہ کر سکتی ہے جیسے کہ پس منظر موڑنا۔ وجوہات کافی پیچیدہ ہیں:
2.1 غیر مساوی قینچ کا فرق:
پر aدھاتی slitting مشین, کٹر شافٹ کے کندھے پر غلط حوالہ پوائنٹس، کٹر شافٹ بیئرنگ کی ضرورت سے زیادہ محوری کلیئرنس، یا اسپیسر یا اس کی موٹائی میں غلطیاں یہ سب غیر مساوی قینچی خلا کا باعث بن سکتے ہیں، جس کے نتیجے میں اخترتی ہوتی ہے۔ اس کے معمول کے کام کو یقینی بنانے کے لئے دھات کی سلٹنگ لائن کا باقاعدگی سے معائنہ اور انشانکن اس صورتحال کو مؤثر طریقے سے روک سکتا ہے۔
2.2 مواد کی موٹائی میں تغیر:
وسیع مواد کے درمیانی اور کنارے کے حصوں کے درمیان موٹائی کا فرق ایک عام مسئلہ ہے، خاص طور پر رولڈ مواد میں۔ دھاتی سلٹنگ لائن کی درستگی اور ایڈجسٹمنٹ کی تکنیکوں میں فرق کی وجہ سے، مختلف مینوفیکچررز کے مواد کی موٹائی کی مختلف حالتیں بھی مختلف ہوتی ہیں۔ پروسیسنگ سے پہلے موٹائی کی جانچ کرنے اور اصل موٹائی کے فرق کے مطابق ایڈجسٹ کرنے کی سفارش کی جاتی ہے۔
2.3 بیس میٹریل موڑنے:
رولنگ کے دوران بیس میٹریل میں پیدا ہونے والا اندرونی تناؤ ممکنہ بقایا تناؤ کہلاتا ہے۔ طولانی سلٹنگ کے بعد تناؤ کے توازن کا نقصان سٹیل کی پٹی کو موڑنے کا باعث بن سکتا ہے۔ لہذا، اعلی معیار کے خام مال کا انتخاب اور رولنگ کے عمل کو بہتر بنانا اہم حل ہیں۔
2.4 متضاد بررز یا کنارے:
اگر کوائلنگ کے دوران پلیٹ کی موٹائی بڑے burrs کے ساتھ زیادہ ہوتی ہے، تو یہ ایک بڑے کوائل قطر کی طرف لے جائے گا اور صور کی شکل کا موڑ بنائے گا۔ اس سے نمٹنے کے لیے، مناسب موٹائی کا کاغذ دوسری طرف ڈالا جا سکتا ہے یا کٹائی کا عمل اپنایا جا سکتا ہے۔
پٹی کے 2.5 لہراتی کنارے:
کوائلنگ کے عمل کے دوران، burrs کی موجودگی سٹیل کی پٹی کے کنارے پر موٹائی میں اضافہ کا باعث بن سکتی ہے، جس کے نتیجے میں کنارے کی لمبائی ہوتی ہے۔ دھاتی سلٹنگ مشین کے آپریشن کے دوران، پس منظر کے دباؤ کو کم کرنے کے لیے افقی کلیئرنس کو بڑھانے کی ضرورت ہے۔ اس کے علاوہ، کاٹے جانے والے مواد کے لیے موزوں بلیڈ کا استعمال اور بلیڈ کے لباس کو کم کرنے سے بھی اس مسئلے کو حل کرنے میں مدد ملتی ہے۔
3.1 بلیڈ سے پکڑا گیا۔
اسٹیل کی ایک تنگ پٹی کو کاٹتے وقت، اگر انگلی کی شکل والی پریشر پلیٹ دو بیرونی بلیڈوں کے درمیان خلا کو پوری طرح سے پُر نہیں کرتی ہے، تو اسٹیل کی پٹی دو بیرونی بلیڈوں سے پکڑ سکتی ہے، جس کے نتیجے میں کریزیں بنتی ہیں۔ اس مسئلے کو روکنے کے لیے ایک موثر حکمت عملی یہ ہے کہ بیرونی بلیڈ کے درمیان خلا کو فلیٹ پریشر پلیٹ سے پُر کیا جائے اور اس بات کو یقینی بنایا جائے کہ رگڑ کو کم کرنے کے لیے بلیڈ پر مٹی کا تیل باقاعدگی سے لگایا جائے۔
3.2 ونڈنگ ڈرم جبڑوں پر کریزنگ
دھاتی سلٹنگ مشینوں پر، اگر پہلی وائنڈنگ پاس کے دوران سٹیل کی پٹی سمیٹنے والے ڈرم کے خلاف مضبوطی سے فٹ نہیں ہوتی ہے، تو بعد میں وائنڈنگ کے دوران کریز ہو سکتی ہے۔ اس سے بچنے کے لیے، سمیٹنے والے ڈرم کے جبڑوں کو باقاعدگی سے چیک کیا جانا چاہیے، اور اس بات کو یقینی بنانا چاہیے کہ اسٹیل کی پٹی سمیٹنے کے آغاز میں ڈرم کے ساتھ محفوظ اور مضبوطی سے جڑی ہو۔
4.1 پریشر پلیٹوں کی وجہ سے بلیڈ کے نشانات
اگر پریشر پلیٹ کی اونچائی گائیڈ پلیٹ کے ساتھ مطابقت نہیں رکھتی ہے، تو یہ اسٹیل کی پٹی پر ضرورت سے زیادہ دباؤ کا سبب بن سکتا ہے، جس کے نتیجے میں بلیڈ کے نشانات بن سکتے ہیں۔ اس لیے، پریشر پلیٹ کی اونچائی کو باقاعدگی سے چیک کیا جانا چاہیے اور اس بات کو یقینی بنانے کے لیے ایڈجسٹ کیا جانا چاہیے کہ یہ گائیڈ پلیٹ کی اونچائی کے مطابق ہے۔
4.2 بلیڈ پریشر پلیٹ کی کمپن
جب بلیڈ پریشر پلیٹ اوپر اور نیچے ہلتی ہے تو اس سے بلیڈ کے نشانات بھی بن سکتے ہیں۔ یہ بلیڈ کے نشانات عام طور پر وقفے وقفے سے ہوتے ہیں، اور اس کی بنیادی وجوہات میں اسپنڈل کا موڑنا، بلیڈ اور اسپنڈل کے درمیان ضرورت سے زیادہ کلیئرنس اور بلیڈ کے دوسری طرف دھات کے ملبے کا سنٹرنگ شامل ہیں۔ تکلی کی حالت کی جانچ کرنا اور بلیڈ کو صاف رکھنا بلیڈ کے نشانات کی موجودگی کو مؤثر طریقے سے کم کر سکتا ہے۔
دھاتی سلٹنگ لائنیںروزانہ استعمال کے دوران لامحالہ مختلف مسائل کا سامنا کرنا پڑتا ہے، لیکن باریک بینی سے معائنہ اور دیکھ بھال کے ذریعے بہت سے مسائل سے بچا یا کم کیا جا سکتا ہے۔ دھاتی سلٹنگ مشینوں کے لیے عام مسائل اور ان کے حل کو سمجھنا اور ان پر عبور حاصل کرنا صارفین کو پیداواری عمل کو بہتر بنانے اور کام کی کارکردگی کو بہتر بنانے میں مدد کر سکتا ہے۔ KINGREAL STEEL SLITTER امید کرتا ہے کہ مندرجہ بالا تجاویز آپ کے لیے دھات کی سلٹنگ لائن کے استعمال میں قیمتی حوالہ فراہم کریں گی اور اس کے مسلسل اور موثر آپریشن کو یقینی بنائیں گی۔ اگر آپ کے کوئی سوالات ہیں، تو براہ کرم بلا جھجھک کنگریل اسٹیل سلیٹر سے رابطہ کریں!