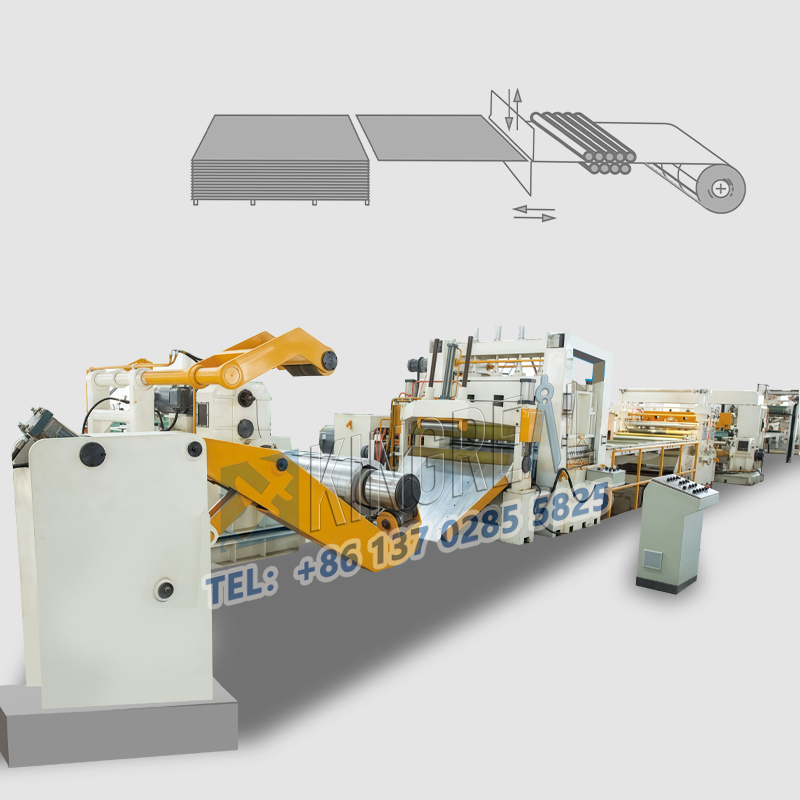
اسٹیل سلٹر مشینایک مشین ہے جو وسیع دھاتی کنڈلیوں (جیسے سٹیل، ایلومینیم، تانبا وغیرہ) کو طولانی سمت کے ساتھ متعدد تنگ پٹیوں میں کاٹنے کے لیے استعمال ہوتی ہے۔ ان تنگ پٹیوں کو مختلف قسم کے مینوفیکچرنگ اور مشینی عمل میں استعمال کیا جا سکتا ہے، جیسے آٹوموٹیو پرزوں کی تیاری، برقی آلات کی تیاری، تعمیراتی مواد وغیرہ۔ دھاتی سلٹنگ مشینیں کٹنگ چھریوں اور معاون آلات کی ایک سیریز کے ذریعے قطعی کٹائی کی کارروائیاں حاصل کرتی ہیں۔

a کے اجزاءدھاتی slitting مشین
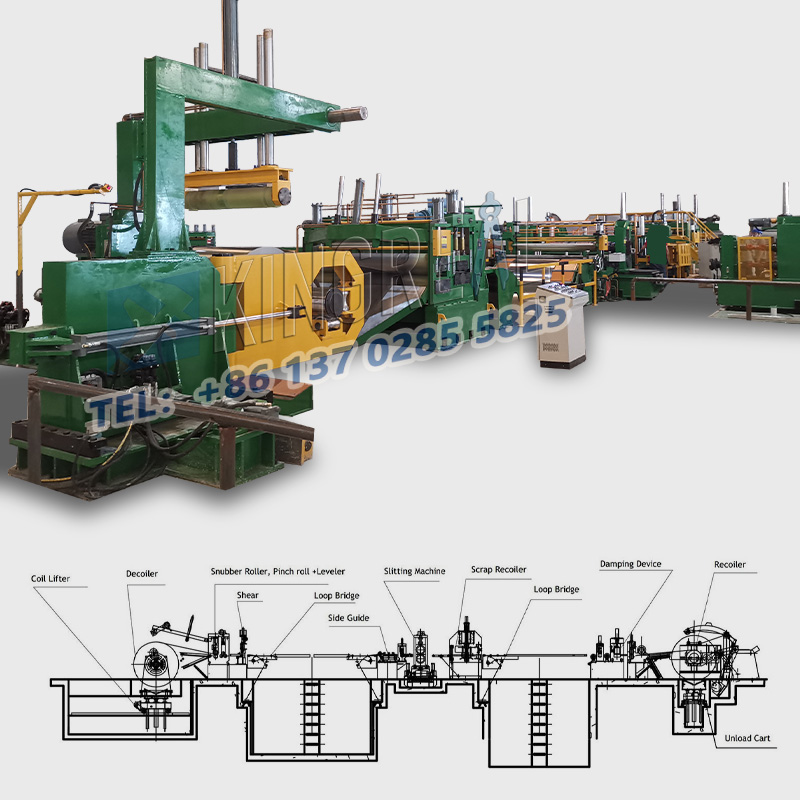
کھولنے والا آلہ: دھات کی چوڑی کنڈلیوں کو کھولتا ہے اور سلٹنگ مشین کے اندر لے جاتا ہے۔
گائیڈنگ ڈیوائس: اس بات کو یقینی بناتا ہے کہ کاٹنے کے عمل کے دوران مواد مستحکم اور صحیح پوزیشن میں رہے۔
کٹنگ سسٹم: متعدد ڈسک چھریوں پر مشتمل ہوتا ہے جو دھاتی کنڈلی کو پہلے سے طے شدہ چوڑائی کے مطابق متعدد تنگ پٹیوں میں کاٹتا ہے۔
وائنڈنگ ڈیوائس: بعد میں پروسیسنگ اور ٹرانسپورٹیشن کے لیے کٹی ہوئی تنگ پٹیوں کو کنڈلی میں ریوائنڈ کرتا ہے۔
تناؤ پر قابو پانے کا نظام: اس بات کو یقینی بناتا ہے کہ مواد کاٹنے کے عمل کے دوران مناسب تناؤ کو برقرار رکھتا ہے تاکہ مواد کے رن آؤٹ یا جھریوں کو روکا جاسکے۔
ایج میٹریل ہینڈلنگ سسٹم: کاٹنے کے عمل کے دوران پیدا ہونے والے کنارے کے مواد کو ہینڈل کرتا ہے، عام طور پر چپٹا کرنے اور جمع کرنے کے نظام کے ذریعے۔ ان وائنڈنگ ڈیوائس: دھات کی چوڑی کوائل کو سلٹنگ مشین کے اندر لے جاتا ہے اور منتقل کرتا ہے۔
گائیڈنگ ڈیوائس: اس بات کو یقینی بناتا ہے کہ کاٹنے کے عمل کے دوران مواد مستحکم اور صحیح پوزیشن میں رہے۔
کٹنگ سسٹم: متعدد ڈسک چھریوں پر مشتمل ہوتا ہے جو دھاتی کنڈلی کو پہلے سے طے شدہ چوڑائی کے مطابق متعدد تنگ پٹیوں میں کاٹتا ہے۔
وائنڈنگ ڈیوائس: بعد میں پروسیسنگ اور ٹرانسپورٹیشن کے لیے کٹی ہوئی تنگ پٹیوں کو کنڈلی میں ریوائنڈ کرتا ہے۔
تناؤ پر قابو پانے کا نظام: اس بات کو یقینی بناتا ہے کہ مواد کاٹنے کے عمل کے دوران مناسب تناؤ کو برقرار رکھتا ہے تاکہ مواد کے رن آؤٹ یا جھریوں کو روکا جاسکے۔
ایج میٹریل ہینڈلنگ سسٹم: کاٹنے کے عمل کے دوران پیدا ہونے والے کنارے کے مواد کو ہینڈل کرتا ہے، عام طور پر چپٹا اور جمع کرنے کے نظام کے ذریعے۔

میٹل سلٹنگ مشین پروڈکشن لائن کو آپریشن کے دوران مختلف قسم کے مسائل کا سامنا کرنا پڑ سکتا ہے۔ یہاں کچھ عام مسائل اور ان کے حل ہیں:
1. ناہموار کٹنگ ایج
وجہ: ٹول پہننا، ٹول کی غلط تنصیب، ناہموار مواد کی موٹائی۔
حل: چاقو کو باقاعدگی سے چیک کریں اور تبدیل کریں، اس بات کو یقینی بنائیں کہ چاقو صحیح طریقے سے انسٹال ہوئے ہیں، چاقو کی صحیح کلیئرنس کا انتخاب کریں، اور اس بات کو یقینی بنائیں کہ مواد کی موٹائی برابر ہے۔
2. slitting عمل کے دوران مواد انحراف
وجہ: میٹریل گائیڈنگ ڈیوائس کی ناکامی، میٹریل کا ناہموار تناؤ، خود کوائل کا مسئلہ۔
حل: گائیڈنگ ڈیوائس کو چیک کریں اور اسے ایڈجسٹ کریں، میٹریل ٹینشن کو ایڈجسٹ کریں تاکہ یہ یقینی بنایا جا سکے کہ میٹریل رول سخت اور برابر ہے۔
3. متضاد slitting سائز
وجہ: سلٹنگ ٹول کی غلط تنصیب، سامان کی درستگی کی کمی۔
حل: slitting ٹول کیلیبریٹ کریں اور آلات کی درستگی کو یقینی بنانے کے لیے سامان کو باقاعدگی سے برقرار رکھیں۔
4. سطحی خروںچ
وجہ: آلے کی ناکافی نفاست، مواد کی سطح پر نجاست۔
حل: آلے کو تیز رکھیں، نجاست سے بچنے کے لیے مواد کی سطح اور پروڈکشن لائن کے ماحول کو صاف کریں۔
5. سامان کمپن بہت بڑا ہے
وجہ: آلے کا عدم توازن، بیئرنگ پہننا، آلات کی تنصیب مضبوط نہیں ہے۔
حل: ٹولز کو چیک کریں اور بیلنس کریں، بیرنگ کو باقاعدگی سے تبدیل کریں، اور یقینی بنائیں کہ آلات مضبوطی سے انسٹال ہیں۔
6. پیداوار لائن اکثر رک جاتی ہے۔
وجہ: سامان کی خرابی، مادی مسائل، غیر ہنر مند آپریٹرز۔
حل: سامان کی باقاعدگی سے دیکھ بھال، مواد کے معیار کو بہتر بنانا، آپریٹرز کی تربیت کو مضبوط بنانا۔
7. مواد ٹوٹنا
وجہ: مادی تناؤ بہت بڑا ہے، مادی معیار کے مسائل۔
حل: مادی تناؤ کو ایڈجسٹ کریں، قابل اعتماد مادی سپلائرز کا انتخاب کریں۔