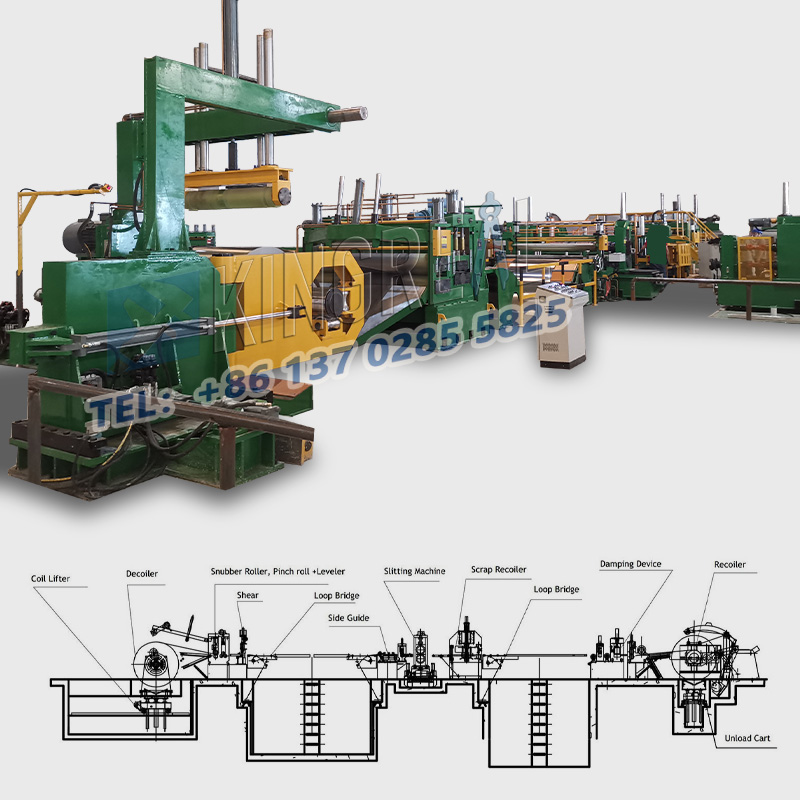
طول بلد قینچ کنڈلی slitting مشینبنیادی طور پر سلکان سٹیل شیٹ، ایلومینیم کنڈلی، جستی کنڈلی، سٹینلیس سٹیل، سادہ کاربن سٹیل اور دیگر کنڈلی اور شیٹ مواد کی سٹرپس کے استعمال میں استعمال کیا جاتا ہے جس کی لمبائی کے ساتھ ساتھ کئی چھوٹی سٹرپس میں slitting. طول بلد قینچی دھاتی سلٹنگ مشین کسی حد تک اسے طولانی سہیر، سلٹنگ مشین، رولنگ شیئر، ڈسک شیئر، سلٹنگ مشین بھی کہا جاتا ہے۔

فنکشن کی تفصیل: سلٹنگ اور اسٹیل سلٹنگ مشین کا استعمال سلیکون اسٹیل شیٹ، ایلومینیم کوائل، جستی کوائل، سٹینلیس سٹیل، سادہ کاربن اسٹیل اور دیگر کوائل شیٹ کو لمبائی کی سمت میں کئی چھوٹی پٹیوں میں کاٹنے کے لیے کیا جاتا ہے۔ طول بلد کینچی سلٹنگ مشین اوپری اور نچلے چاقو شافٹ اور فکسڈ، مطابقت پذیر لفٹنگ ڈھانچہ پر مشتمل ہے۔ تختی کاسٹ، خستہ علاج، بورنگ مشین صحت سے متعلق مشینی ہے ۔ اوپری اور نچلے کٹر شافٹ کو بہت سے عملوں کے ذریعے باریک پروسیس کیا جاتا ہے، جیسے موڑنا، ہائی فریکوئنسی ٹریٹمنٹ، پیسنا، کروم پلیٹنگ اور پھر پیسنا۔
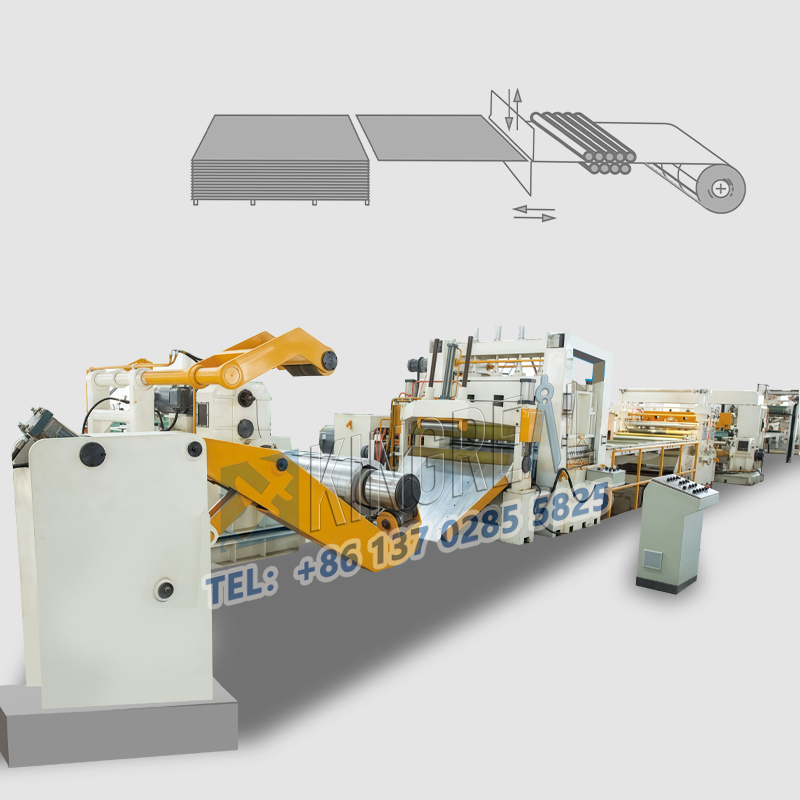
تو slitting مشین کے آپریشن کے دوران slitting سائز کو متاثر کرنے والے عوامل کیا ہیں؟
1. سلٹنگ مشین کے آلات کے آپریشن کے عمل میں، اگر آلے کے ٹرانسورس دولن کا مسئلہ ہے، تو یہ خراب جہتوں کی تخلیق کا باعث بنے گا، جیسے آلے کا ٹرانسورس دولن اور ٹول کا بیرونی قطر۔ سائز مختلف اور غریب ہے. جیسا کہ ٹول کے ٹرانسورس دولن کی قدر صفر نہیں ہوسکتی ہے۔ اس کی وجہ ٹول کی موٹائی، اندرونی قطر، اسپیسر آستین کی چوڑائی وغیرہ کی درستگی کی خرابی اور موٹی پلیٹوں کی مونڈنے کے دوران پس منظر کے دباؤ سے پیدا ہونے والی وارپنگ ہے۔
2. اسٹیل سلٹنگ مشین کے سامان کی تیاری کے دوران، اسٹیل پلیٹ کے ٹرانسورس وار پیج کا مسئلہ تھا، جس کے نتیجے میں چوڑائی کے طول و عرض خراب تھے۔ یہ اس حقیقت کی وجہ سے ہے کہ ٹرانسورس وار پیج کی حالت میں کٹے ہوئے پروڈکٹ کی پیمائش کٹر کی سیٹنگ ویلیو سے زیادہ ہوتی ہے۔
3. سلٹنگ مشین کے سامان کے پروڈکشن آپریشن کی وجہ سے، اسپیسر سیٹ اور چاقو میں ایک خاص مماثلت کی خرابی ہے۔ جب چاقو کا ملاپ ہوتا ہے تو ٹکڑوں کی تعداد زیادہ ہونے پر مجموعی غلطی بڑی ہو جاتی ہے۔ یہ اوپری رواداری کی ناقص ترتیب کی وجہ سے ہے۔ یہ جاننا ضروری ہے کہ سلٹنگ مشین کے ذریعے کاٹے جانے والے پروڈکٹ کی چوڑائی ہمیشہ چاقو کے پروڈکٹ سائڈ ڈائمینشنز سے تھوڑی کم ہوتی ہے۔
اس لیے اس فرق کی حد کا پہلے سے اندازہ لگا لینا ضروری ہے۔ چاقو ٹائم اسپیسر کے پروڈکٹ سائیڈ کے طول و عرض کا تعین کرتے وقت اس کا حوالہ دیا جاتا ہے۔ استعمال شدہ مونڈنے کے طریقہ کار کو بھی مدنظر رکھا جاتا ہے۔ اس کے مقابلے میں، اگر سلٹنگ مشین کا سامان سیدھا پل ٹائپ شیئر کو اپناتا ہے، تو اسٹیل کوائل کا تناؤ بڑھ جاتا ہے، ٹرانسورس وار پیج غائب ہو جائے گا، اور سائز بھی فرق کم ہو جائے گا۔