1. کے آپریشن کے دوراندھاتی slitting مشین کا سامان, اگر ٹول میں لیٹرل سوئنگ کا مسئلہ ہے، تو یہ جہتی نقائص کا سبب بنے گا، جیسے ٹول کا پس منظر کا جھول اور ٹول کا بیرونی قطر۔ کیونکہ ٹول کی لیٹرل سوئنگ ویلیو صفر نہیں ہو سکتی۔ اس کی وجہ ٹول کی موٹائی، اندرونی قطر، اسپیسر آستین کی چوڑائی وغیرہ کی درستگی کی خرابی ہے، اور موٹی پلیٹ کو کترنے پر پس منظر کے دباؤ کی وجہ سے وارپنگ۔
2. اسٹیل سلٹنگ مشین کے سامان کی تیاری کے دوران، اسٹیل پلیٹ میں ٹرانسورس وارپنگ کا مسئلہ ہوتا ہے، جس کی وجہ سے چوڑائی کی خرابی ہوتی ہے۔ اس کی وجہ یہ ہے کہ ٹرانسورس وارپنگ حالت میں کٹے ہوئے پروڈکٹ کو چاقو کی سیٹنگ ویلیو سے زیادہ ناپا جاتا ہے۔
3. جیسے ہی دھات کی سلائیٹنگ لائن تیار اور چلائی جاتی ہے، اسپیسر آستین، چاقو وغیرہ میں کچھ مماثل غلطیاں ہوتی ہیں۔ جب چاقو کے ملاپ کے وقت ٹکڑوں کی تعداد زیادہ ہوتی ہے، تو مجموعی غلطی بڑی ہو جاتی ہے۔ یہ خراب اوپری رواداری کی ترتیب کی وجہ سے ہے۔ آپ کو معلوم ہونا چاہیے کہ سلٹنگ مشین کے ذریعے کاٹے جانے والے پروڈکٹ کی چوڑائی ہمیشہ چاقو کے پروڈکٹ سائڈ سائز سے تھوڑی کم ہوتی ہے۔ لہذا، اس کم رواداری کی ڈگری کا پہلے سے اندازہ لگانا ضروری ہے۔ جب چاقو کو پروڈکٹ کی طرف سے ملایا جاتا ہے، تو اسپیسر آستین کا سائز حوالہ کے طور پر طے کیا جاتا ہے۔
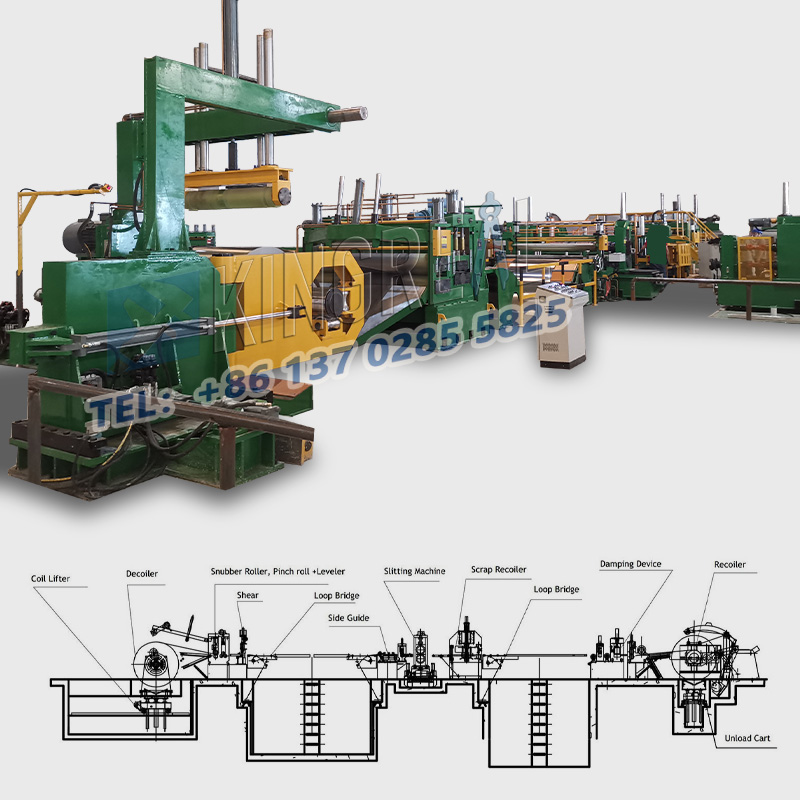
مونڈنے کے طریقہ کار پر بھی غور کیا جانا چاہیے۔ اس کے مقابلے میں، اگر کوائل سلٹنگ مشین کا سامان سیدھا پل سہیرنگ کو اپناتا ہے، تو اسٹیل کوائل کا تناؤ بڑھ جائے گا، ٹرانسورس وارپنگ غائب ہو جائے گی، اور سائز بھی کم ہو جائے گا۔

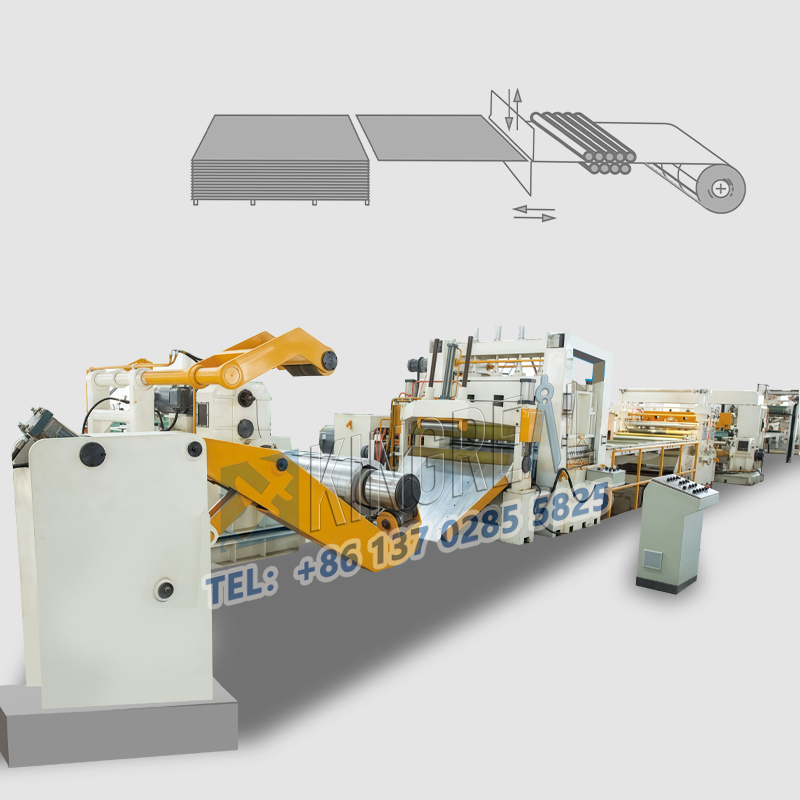
خود مشین کے علاوہ، دھاتی مواد کی موٹائی اور سختی کٹائی کے عمل کے دوران مزاحمت کا تعین کرتی ہے۔ موٹے یا سخت مواد کو کاٹنا زیادہ مشکل ہوتا ہے، جو آسانی سے کاٹنے کے بعد چوڑائی میں انحراف کا سبب بن سکتا ہے۔ جیسے جیسے مواد کی موٹائی بڑھتی ہے، مواد کی اخترتی اور ریباؤنڈ بھی بڑھ سکتی ہے، جو کاٹنے کی درستگی کو متاثر کرتی ہے۔ ایک ہی وقت میں، سلٹنگ کے دوران فیڈ کی رفتار اور آپریشن کا عمل بھی کاٹنے کے معیار کو متاثر کرتا ہے۔ بہت تیز رفتار مواد کی خرابی کا سبب بن سکتی ہے اور کاٹنے کی چوڑائی کو متاثر کر سکتی ہے۔ بہت سست رفتار پیداوار کی کارکردگی میں کمی اور مادی سطح پر نقائص کا باعث بن سکتی ہے۔ آیا آپریشن کا عمل تصریحات پر پورا اترتا ہے اور آیا ٹول سیٹنگ معقول ہے یا نہیں، اس کا کاٹنے کے بعد چوڑائی کی درستگی سے گہرا تعلق ہے۔
خود مشین کے علاوہ، دھاتی مواد کی موٹائی اور سختی کٹائی کے عمل کے دوران مزاحمت کا تعین کرتی ہے۔ موٹے یا سخت مواد کو کاٹنا زیادہ مشکل ہوتا ہے، جو آسانی سے کاٹنے کے بعد چوڑائی میں انحراف کا سبب بن سکتا ہے۔ جیسے جیسے مواد کی موٹائی بڑھتی ہے، مواد کی اخترتی اور ریباؤنڈ بھی بڑھ سکتی ہے، جو کاٹنے کی درستگی کو متاثر کرتی ہے۔ ایک ہی وقت میں، سلٹنگ کے دوران فیڈ کی رفتار اور آپریشن کا عمل بھی کاٹنے کے معیار کو متاثر کرتا ہے۔ بہت تیز رفتار مواد کی خرابی کا سبب بن سکتی ہے اور کاٹنے کی چوڑائی کو متاثر کر سکتی ہے۔ بہت سست رفتار پیداوار کی کارکردگی میں کمی اور مادی سطح پر نقائص کا باعث بن سکتی ہے۔ آیا آپریشن کا عمل تصریحات پر پورا اترتا ہے اور آیا ٹول سیٹنگ معقول ہے یا نہیں، اس کا کاٹنے کے بعد چوڑائی کی درستگی سے گہرا تعلق ہے۔