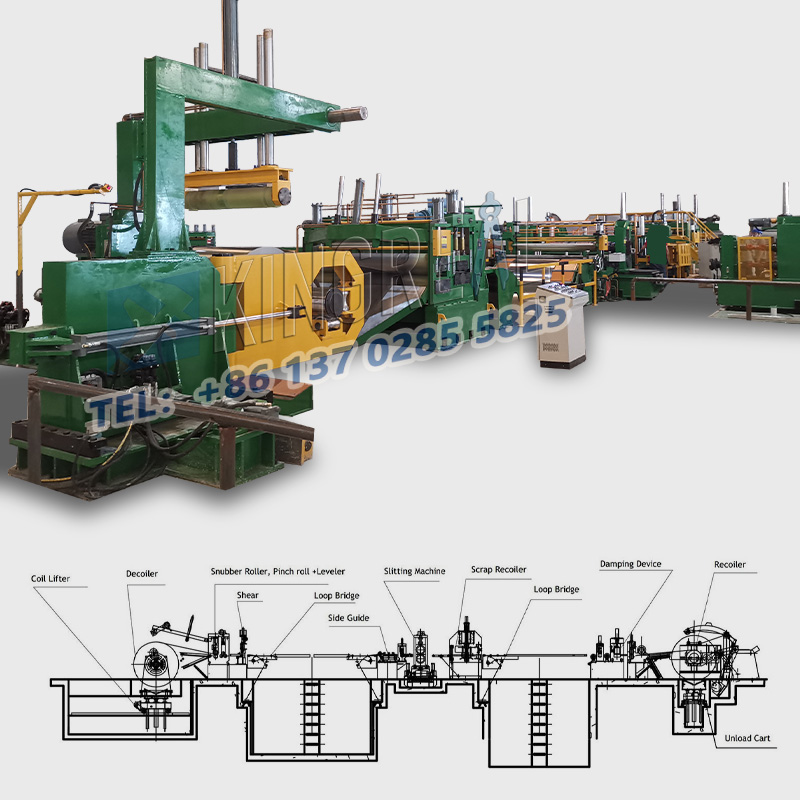
دھاتی کنڈلی پروسیسنگ کے میدان میں،سٹیل کی پٹی slitting مشینیںسٹینلیس سٹیل، ایلومینیم، کاربن سٹیل، اور سلکان سٹیل جیسے دھاتی کنڈلیوں کو طولانی طور پر کاٹنے کے لیے استعمال کیا جاتا ہے۔ تنگ پٹیوں کی جہتی درستگی، کٹ کی ہمواری، اور burrs یا کیمبر کی موجودگی یا غیر موجودگی کا تعین براہ راست اسٹیل کی پٹی سلٹنگ لائن کے اوپری اور نچلے بلیڈ کے درمیان کلیئرنس سے ہوتا ہے۔
روزانہ کی پیداوار میں، جب بھی کوائل کی موٹائی کو تبدیل کیا جاتا ہے، یا مختلف سختی کے ساتھ مختلف مواد استعمال کیے جاتے ہیں، آپریٹر کو بیک وقت سٹیل کی پٹی سلٹنگ مشین کی بلیڈ کلیئرنس کو ایڈجسٹ کرنا چاہیے۔
ایک مناسب بلیڈ کلیئرنس سٹیل کی پٹی سلٹنگ لائن کو ہموار، گڑ سے پاک کٹ اور یکساں کراس سیکشن تہوں کے ساتھ اعلیٰ درستگی والی تنگ پٹیوں کو کاٹنے کی اجازت دیتا ہے۔ غیر مناسب کلیئرنس اقدار کے نتیجے میں متعدد پیداواری نقائص پیدا ہوں گے جیسے کہ کنارے کی کرلنگ، بلیڈ کی چٹائی، پٹی موڑنے، اور کنارے کے گڑھوں کا جمع ہونا۔ یہ مضمون، KINGREAL STEEL SLITTER، اسٹیل سٹرپ سلٹنگ مشینوں کے بلیڈ کلیئرنس کے لیے ایڈجسٹمنٹ کی منطق، عملی طریقوں، اور پیرامیٹر سیٹنگ کی وضاحتوں کی مکمل وضاحت کرنے کے لیے کلیئرنس پیرامیٹر کے معیارات کے ساتھ عملی تجربے کو یکجا کرے گا۔

اسٹیل کی پٹی سلٹنگ مشینوں میں بلیڈ کلیئرنس اور پٹی کی درستگی کے درمیان تعلق
اسٹیل کی پٹی سلٹنگ مشین کی بلیڈ کلیئرنس سے مراد وہ ریڈیل گیپ ہے جو سرکلر شیئرنگ بلیڈ کے اوپری اور نچلے سیٹوں کے میش ہونے پر بچ جاتا ہے۔ یہ قدر ایک مستقل مستقل نہیں ہے لیکن پروسیس شدہ مواد کی موٹائی اور سختی کے دو بنیادی متغیرات کے ساتھ متحرک طور پر تبدیل ہوتی ہے۔ یہ دو عوامل براہ راست سلٹنگ کے معیار کا تعین کرتے ہیں۔سٹیل کی پٹی slitting لائن.
1. مواد کی موٹائی
جب پروسیس شدہ کنڈلی کے مواد کی موٹائی میں تبدیلی آتی ہے، تو اسٹیل کی پٹی سلٹنگ مشین کی بلیڈ کلیئرنس کو اسی کے مطابق ایڈجسٹ کیا جانا چاہیے۔ اگر اسٹیل کی پٹی سلٹنگ لائن موٹی دھات کی پٹیوں پر عمل کرتی ہے، تو بلیڈ کی کلیئرنس کو مناسب طریقے سے بڑھایا جانا چاہیے۔ بہت کم کلیئرنس اوپری اور نچلے بلیڈ کو زبردستی شیٹ کے مواد کو نچوڑنے کا سبب بنے گی، بلیڈ کے جسم پر فوری طور پر بوجھ بڑھ جائے گا، جو آسانی سے بلیڈ کے ٹوٹنے اور کٹر شافٹ کی خرابی کا باعث بن سکتا ہے، جس سے سٹیل کی پٹی سلٹنگ مشین کے کٹر اور اسپنڈل کی سروس لائف کو نمایاں طور پر مختصر کیا جا سکتا ہے۔
اس کے برعکس، جب سٹیل کی پٹی سلٹنگ لائن پتلی مواد کی پروسیسنگ میں بدل جاتی ہے، تو بلیڈ کی کلیئرنس کو کم کر دینا چاہیے۔ اگر کلیئرنس بہت زیادہ ہے تو، شیٹ کے مواد کو بلیڈ کے ذریعے مکمل طور پر نہیں کاٹا جا سکتا، مونڈنے کے عمل کے دوران مواد کے کنارے پھٹ جائیں گے، اور تیار شدہ پٹی کے دونوں طرف بڑی تعداد میں گڑ نظر آئیں گے۔ سنگین صورتوں میں، پوری تنگ پٹی میں ایک کیمبر ہوگا، جہتی رواداری سے زیادہ ہے اور نیچے کی طرف اسٹیمپنگ، موڑنے، اور تشکیل کے عمل کی ضروریات کو پورا کرنے میں ناکام ہوگا۔
0.1 ملی میٹر سے کم موٹائی کے ساتھ انتہائی پتلی دھاتی پٹیوں کے لیے، دھاتی سلٹنگ مشین کا تھیوریٹیکل بلیڈ گیپ صفر تک پہنچ جاتا ہے، جو بلیڈ کے مائیکرو انٹر لاکنگ پر انحصار کرتے ہوئے درستگی کو حاصل کرتا ہے۔
2. مواد کی سختی اور تناؤ کی طاقت
مختلف دھاتیں تناؤ کی طاقت اور سختی میں نمایاں فرق ظاہر کرتی ہیں، جس کے نتیجے میں بلیڈ گیپ کی حدیں سٹیل کی پٹی سلٹنگ مشینوں کے لیے موزوں ہوتی ہیں۔ زیادہ سختی، ہائی ٹینسائل طاقت والے مواد، جیسے موٹا کاربن سٹیل، سٹینلیس سٹیل، اور سلیکون سٹیل، گھنے مالیکیولر ڈھانچے اور زیادہ مونڈنے والی مزاحمت کے حامل ہوتے ہیں، جس کے لیے سٹیل کی پٹی سلٹنگ لائنوں میں بڑے بلیڈ گیپس کی ضرورت ہوتی ہے۔ نرم، کم طاقت والے مواد، جیسے کہ خالص ایلومینیم اور پتلی ایلومینیم کی چادریں، اعلی پلاسٹکٹی اور کم مونڈنے والی مزاحمت کے حامل ہوتے ہیں، جو سٹیل کی پٹی سلٹنگ مشینوں میں مناسب طور پر چھوٹے بلیڈ گیپس کی اجازت دیتے ہیں۔
دھات کی کٹائی کا جسمانی اصول خالص کاٹنا نہیں ہے، بلکہ بلیڈ کے دباؤ میں شیٹ کے مواد کی جزوی مونڈنا اور تناؤ توڑنا ہے۔ زیادہ سختی والے مواد میں پلاسٹک کے فریکچر کا تناسب زیادہ ہوتا ہے، جس سے ہموار کراس سیکشن حاصل کرنے کے لیے بڑے خلاء کی ضرورت ہوتی ہے۔ نرم ایلومینیم پلاسٹک کی بڑی اخترتی کی نمائش کرتا ہے۔ ضرورت سے زیادہ خلا مواد کے اخراج، فلکنگ، اور کرلنگ کے نقائص کا سبب بن سکتا ہے۔
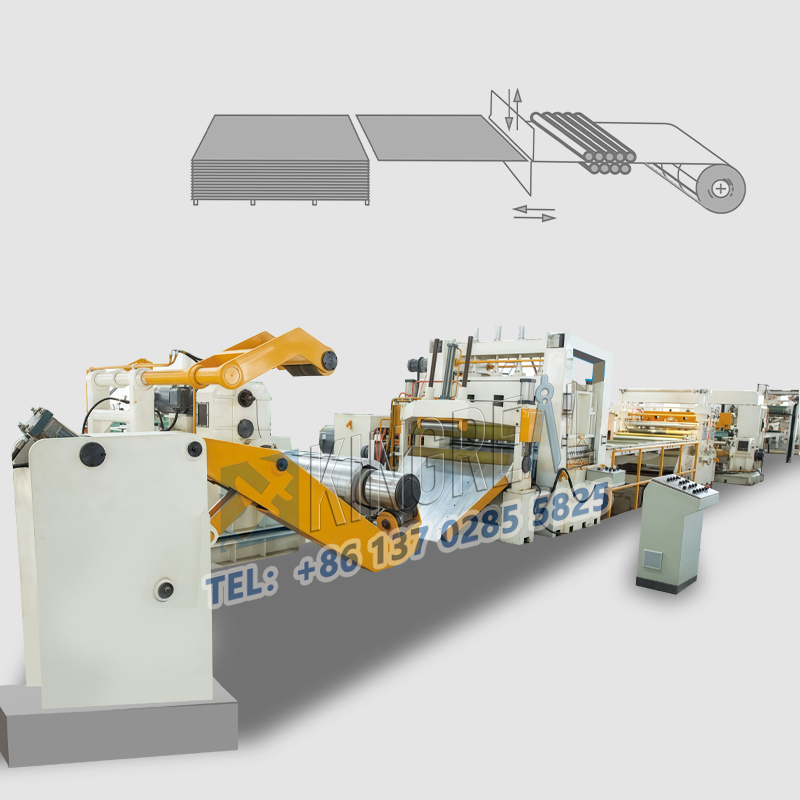
سٹیل کی پٹی سلٹنگ لائن کے بلیڈ گیپ کے لیے معیاری ایڈجسٹمنٹ کا طریقہ
فی الحال، سب سے زیادہ مرکزی دھارےسٹیل کی پٹی slitting مشینیںمارکیٹ پر بلیڈ فرق کے عین مطابق کنٹرول حاصل کرنے کے لئے صحت سے متعلق shims پر انحصار کرتے ہیں. مختلف موٹائیوں کے شیمز اور جھاڑیوں کو شامل کرنے یا ہٹانے سے، اوپری اور نچلے کٹر شافٹ بلیڈ کے درمیان ریڈیل گیپ کو ٹھیک ٹھیک کنٹرول کیا جاتا ہے۔ مکمل ایڈجسٹمنٹ کا عمل چار بنیادی کاموں پر مشتمل ہے:
(1) شیم کو بنیادی خلا سے ملانا
رسمی سلٹنگ سے پہلے، پہلے رول کے مواد اور موٹائی کی تصدیق کریں، گیپ پیرامیٹر ٹیبل کے مطابق بنیادی گیپ ویلیو کو منتخب کریں، اور پھر کٹر شافٹ اور سٹیل کی پٹی سلٹنگ لائن کے بلیڈ کے دونوں طرف جمع کرنے کے لیے متعلقہ موٹائی کے عین مطابق شیمز کو منتخب کریں۔ عین مطابق مماثل شیم موٹائی اس بات کو یقینی بناتی ہے کہ سٹیل کی پٹی سلٹنگ مشین کے بلیڈ یکساں طور پر لگے ہوئے ہیں، جس سے شیئرنگ کے عمل کے دوران یک طرفہ اخراج، چپکنے، اور کنارے کرلنگ کو روکا جاتا ہے۔ یہ بلیڈ کے لباس کو نمایاں طور پر کم کرتا ہے اور کٹر کے پورے سیٹ کی سروس لائف کو بڑھاتا ہے۔
(2) پیسنا اور بلیڈ کی توجہ کو درست کرنا
اگر اسٹیل کی پٹی سلٹنگ لائن کو زیادہ شدت کے تحت لمبے عرصے تک استعمال کیا جائے اور بلیڈ کو ایک طرف سے ٹکرایا جائے تو بلیڈ کی مرتکزیت غیر متوازن ہو جائے گی۔ یہاں تک کہ اگر شیم کی تصریحات درست ہیں، تو آپریشن کے دوران بلیڈ کا فرق بدل جائے گا۔ اس قسم کی خرابی کو شیمز کا استعمال کرتے ہوئے ایڈجسٹ نہیں کیا جا سکتا۔ بلیڈ کے پورے سیٹ کو سٹیل کی پٹی سلٹنگ مشین کے کٹر شافٹ سے الگ کرنے کی ضرورت ہے، اسے دوبارہ پیسنے اور بیرونی پیسنے کے لیے پیشہ ور گرائنڈر کے پاس بھیجا جائے گا، بلیڈ کی سنجیدگی کو درست کیا جائے گا، اور پھر شیم گیپ کو ایڈجسٹ کرنے سے پہلے اسٹیل کی پٹی سلٹنگ لائن پر دوبارہ انسٹال کیا جائے گا۔
(3) غیر متوازن سلٹنگ کٹر شافٹ کو درست کرنا
اسٹیل کی پٹی سلٹنگ مشین کے اوپری اور نچلے کٹر شافٹ کو ایک طویل عرصے تک مونڈنے والے اثرات کا سامنا کرنا پڑتا ہے، جس کے نتیجے میں ہلکا سا موڑنا اور ناہموار سطح کا لباس ہوتا ہے۔ شافٹ کی گردش کے دوران، بلیڈ کا فرق وقتاً فوقتاً بدلتا رہتا ہے، جس کے نتیجے میں تیار شدہ پٹی کے ایک طرف گڑھے اور دوسری طرف ہموار کٹ لگتی ہے۔ اس سے نمٹنے کے لیے، مشین کو روکا جانا چاہیے، سٹیل کی پٹی سلٹنگ لائن کی کٹر شافٹ اسمبلی کو الگ کرنا چاہیے، شافٹ کے باڈی گراؤنڈ پر پہنے ہوئے علاقوں کو درست کیا جانا چاہیے، اور کٹر شافٹ کے متحرک توازن کو گردش کی وجہ سے پیدا ہونے والے فرق کے اتار چڑھاؤ کو ختم کرنے کے لیے کیلیبریٹ کیا جانا چاہیے۔
(4) جھاڑیوں کے ساتھ مونڈنے والے گیپ کو مستحکم کرنا
شیمز اور سیپریٹر بشنگ سٹیل کی پٹی سلٹنگ مشین میں خلا کو ایڈجسٹ کرنے کے لیے بنیادی معاون اجزاء ہیں۔ کٹنگ بلیڈ کے ہر گروپ کے دونوں طرف نصب ہیں، وہ بلیڈ کو ٹھیک ٹھیک الگ کر سکتے ہیں، سنگل گروپ کٹنگ گیپ کو کنٹرول کر سکتے ہیں، اور اوپری اور نچلے بلیڈ کے افقی متوازی کو برقرار رکھ سکتے ہیں۔ اعلی طاقت والی سٹیل کی گسکیٹ اور بشنگز اعلی سختی فراہم کرتی ہیں، بلیڈ کو اسمبلی کے بعد کھرچنے اور ٹکرانے سے روکتی ہیں۔ وہ پوری سٹیل کی پٹی سلٹنگ لائن کے کٹر شافٹ پر متعدد کٹنگ بلیڈز کے درمیان یکساں فاصلہ کو بھی یقینی بناتے ہیں، متعدد سٹرپس میں مسلسل کٹنگ کی درستگی کو برقرار رکھتے ہوئے۔
اسٹیل کی پٹی سلٹنگ لائنوں کے بلیڈ گیپ پیرامیٹرز کے لیے معیاری ترتیب کی تفصیلات
کا بلیڈ گیپ سیٹ کرنے کا بنیادی حوالہسٹیل کی پٹی slitting مشینیںپروسیس شدہ مواد کی موٹائی، سختی اور تناؤ کی طاقت ہے۔ نیچے دی گئی جدول اسٹیل کی پٹی سلٹنگ لائنوں کے ساتھ ہم آہنگ مختلف عام استعمال شدہ دھاتوں کے لیے معیاری فرق کو ظاہر کرتی ہے:
|
موٹائی |
سٹینلیس سٹیل |
ایلومینیم |
سٹیل |
کاربن اسٹیل |
سلیکن سٹیl |
| ~ 0.1 ملی میٹر |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4 ملی میٹر |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0 ملی میٹر |
12-18 |
10-15 |
10-15 |
18-25 | / |
| 1.0 ملی میٹر |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
اسٹیل کی پٹی سلٹنگ مشین پر بلیڈ گیپ کو ایڈجسٹ کرنا تیار کنڈلی سلٹنگ پروڈکٹ کے معیار کو کنٹرول کرنے کا بنیادی عمل ہے۔ گیپ ویلیو کی قطعی مماثلت اسٹیل کی پٹی سلٹنگ لائن کی پیداواری کارکردگی، ٹول پہننے اور تیار شدہ مصنوعات کی اہلیت کی شرح کو براہ راست متاثر کرتی ہے۔ اسٹیل سٹرپ سلٹنگ مشین کے روزانہ آپریشن کے دوران، آپریٹرز کو مواد اور موٹائی کے مطابق فرق کے پیرامیٹرز کو یاد رکھنا چاہیے، درست طریقے سے ایڈجسٹمنٹ کے لیے پریزیشن شیمز کا استعمال کرنا چاہیے، اور بلیڈز اور کٹر شافٹ کا باقاعدگی سے معائنہ کرنا چاہیے تاکہ پروڈکشن کی ناکامیوں کو کم کیا جا سکے جیسے بررز، چپنگ، اور جہتی انحراف۔
پر مزید معلومات کے لیےسٹیل کی پٹی slitting لائنکمیشننگ، ٹول سلیکشن، کوائل پروسیسنگ ٹپس، یا سٹینلیس سٹیل، کاربن سٹیل اور ایلومینیم کے لیے موزوں مکمل طور پر خودکار سٹیل کی پٹی سلٹنگ مشینوں کو اپنی مرضی کے مطابق بنانے کے لیے، براہ کرم کنگریل اسٹیل سلٹر سے براہ راست رابطہ کریں!