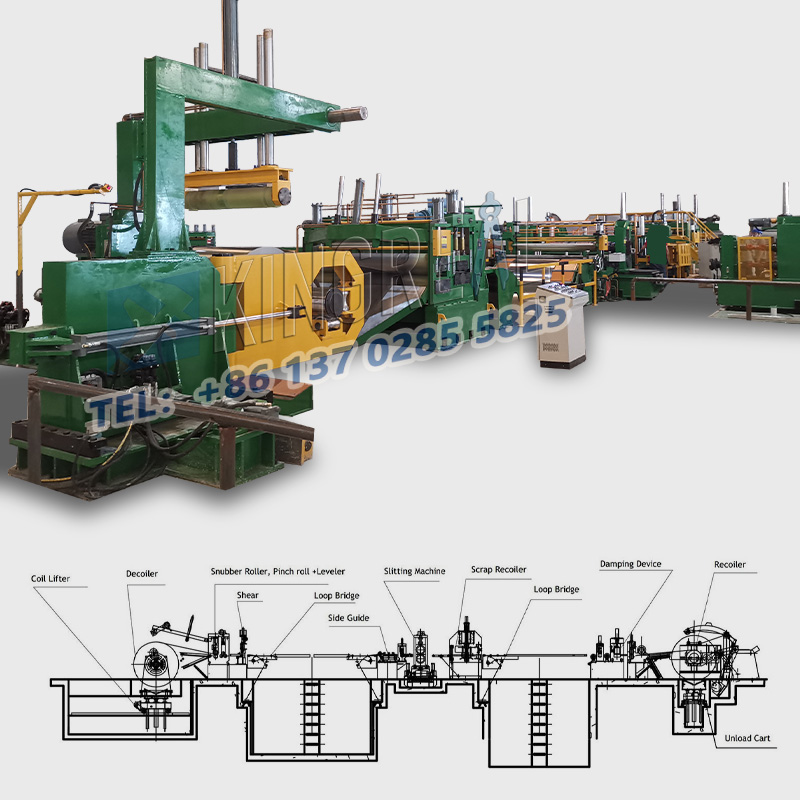
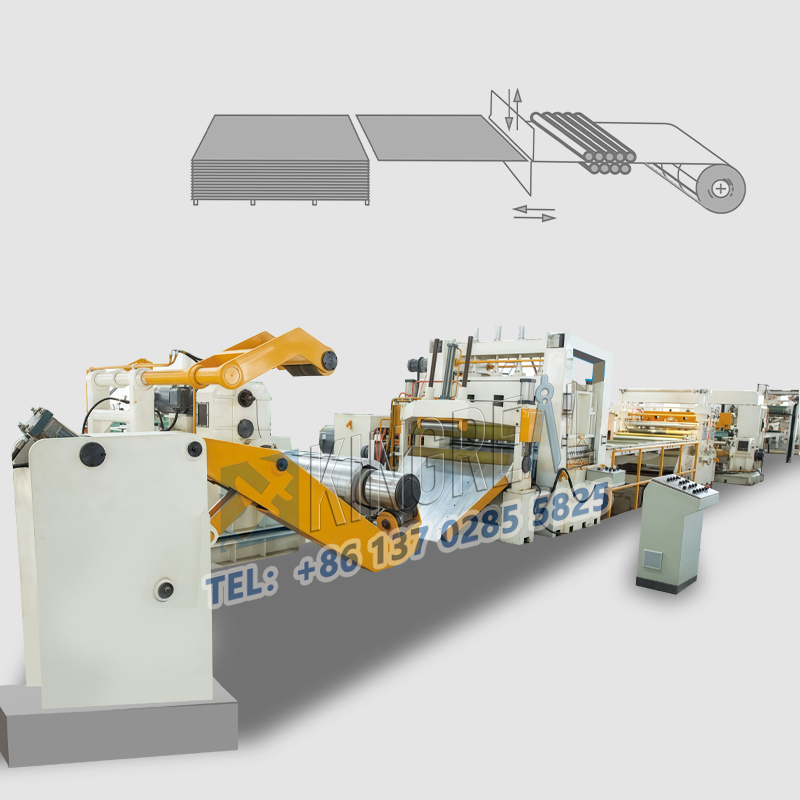
دیتیز رفتار سلٹنگ لائن230m/min کی زیادہ سے زیادہ آپریٹنگ اسپیڈ کے ساتھ، دھاتی کنڈلیوں کی انکوائلنگ، سلٹنگ، اور ریکوائلنگ جیسے اہم عمل کو مؤثر طریقے سے مکمل کرتا ہے، جس سے پیداواری کارکردگی اور پروسیسنگ کی درستگی میں نمایاں اضافہ ہوتا ہے۔ تاہم، طویل مدتی ہائی لوڈ اور تیز رفتار آپریشن کے دوران، ہائی سپیڈ سلٹنگ مشین مختلف خرابیوں کا شکار ہوتی ہے جیسے کہ غلط آپریشن، اجزاء کے پہننے، اور ناکافی دیکھ بھال جیسے عوامل کی وجہ سے۔ یہ خرابیاں نہ صرف پیداواری پیشرفت کو متاثر کرتی ہیں بلکہ پروسیسنگ کے معیار کو بھی کم کر سکتی ہیں اور تیز رفتار سلٹنگ لائن کی سروس لائف کو بھی کم کر سکتی ہیں۔ تیز رفتار سلٹنگ مشینوں کے آپریشنل مسائل کو بہتر طریقے سے حل کرنے اور ہموار پیداوار کو یقینی بنانے میں متعلقہ آپریٹرز کی مدد کرنے کے لیے، یہ مضمون تیز رفتار سلٹنگ لائنوں کے آپریشن کے دوران عام خامیوں، ان کی وجوہات، اور متعلقہ حل کی تفصیل دے گا، اور ساتھ ہی ان کی سروس لائف کو بڑھانے کے لیے عملی تجاویز بھی بتائے گا۔
1. غلط سلٹنگ طول و عرض
غلط slitting طول و عرض کے ساتھ سب سے زیادہ عام مسائل میں سے ایک ہےتیز رفتار سلٹنگ مشینیںخاص طور پر تیز رفتار آپریشن کے دوران۔ ایک بار جب یہ مسئلہ ہوتا ہے، تو یہ غیر معیاری مصنوعات کی ایک کھیپ کا باعث بن سکتا ہے، جس سے مواد کا ضیاع اور پیداوار میں تاخیر ہوتی ہے۔
وجوہات:
(1) غیر مستحکم تناؤ کا کنٹرول۔ تیز رفتار سلٹنگ لائن کے سلائیٹنگ کے عمل کے دوران، ان وائنڈنگ، سلٹنگ، اور ریوائنڈنگ کے مراحل کے درمیان تناؤ کا نامناسب ہم آہنگی مواد کو کھینچنے یا سکڑنے کا سبب بن سکتا ہے، جس سے سلٹنگ کے طول و عرض متاثر ہوتے ہیں۔
(2) سخت ٹول پہننا۔ تیز رفتار سلٹنگ مشین کے بلیڈ مسلسل تیز رفتار کٹنگ حالت میں رہتے ہیں، جو کنارے کے پہننے، بلنٹنگ، یا یہاں تک کہ نشانات کا باعث بن سکتے ہیں۔ اس سے مواد کو قطعی طور پر کاٹنا ناممکن ہو جاتا ہے، جس کے نتیجے میں جہتی انحراف ہوتا ہے۔
(3) غیر معمولی انحراف اصلاحی نظام۔ مواد کی درست نقل و حمل کو یقینی بنانے کے لیے انحراف کی اصلاح کا آلہ بہت اہم ہے۔ اگر انحراف کا سینسر خراب ہو جاتا ہے یا مناسب طریقے سے کیلیبریٹ نہیں کیا جاتا ہے، تو یہ مواد کی نقل و حمل میں انحراف کا سبب بن سکتا ہے، جس سے سلٹنگ میں جہتی انحراف ہو سکتا ہے۔
حل:
(1) ہائی سپیڈ سلٹنگ مشین کے ٹینشن کنٹرولر کا معائنہ کریں تاکہ اس بات کی تصدیق کی جا سکے کہ تناؤ کے پیرامیٹرز مادی خصوصیات کے مطابق سیٹ کیے گئے ہیں۔ تین مراحل کے درمیان تناؤ کی ہموار منتقلی کو یقینی بنانے کے لیے کھولنے اور ریوائنڈنگ کے دوران تناؤ کو ایڈجسٹ کریں، مواد کو کھینچنے یا ڈھیلے ہونے سے گریز کریں۔
(2) بلیڈ کی حالت کو باقاعدگی سے چیک کریں۔ اگر کوئی لباس، بلنٹنگ یا نشانات پائے جاتے ہیں، تو ان کو بلیڈوں سے تبدیل کریں جو وضاحتیں پوری کریں۔ تبدیل کرنے کے بعد، درست سینٹرنگ کو یقینی بنانے کے لیے بلیڈ کو درست طریقے سے ایڈجسٹ کریں۔
(3) انحراف درست کرنے والے آلے کو کیلیبریٹ کریں، انحراف کے سینسر کی حساسیت کو چیک کریں، سینسر کی سطح پر موجود دھول اور داغوں کو صاف کریں، اور انحراف کی اصلاح کے پیرامیٹرز کو دوبارہ کیلیبریٹ کریں تاکہ یہ یقینی بنایا جا سکے کہ مواد پہنچانے کے عمل کے دوران انحراف نہ کرے اور کٹائی کے طول و عرض کی درستگی کو یقینی بنائے۔
2. مادی انحراف اور جھریاں
تیز رفتار سلٹنگ لائنوں کے آپریشن کے دوران، مواد کا انحراف اور جھریاں بھی عام مسائل ہیں، خاص طور پر پتلی دھاتی کنڈلیوں کے لیے، جہاں یہ مسئلہ زیادہ نمایاں ہے۔ یہ نہ صرف کٹائی کی درستگی کو متاثر کرتا ہے بلکہ مادی نقصان کا سبب بھی بن سکتا ہے، جس سے بعد کی پروسیسنگ متاثر ہوتی ہے۔
وجوہات:
(1) غیر متوازن گائیڈ رولرس۔ تیز رفتار سلٹنگ مشینوں میں گائیڈ رولر مواد کو سہارا دینے اور پہنچانے کے لیے اہم ہیں۔ اگر گائیڈ رولرس سطح پر نصب نہیں ہیں، سطحی لباس ہے، یا غیر ملکی اشیاء منسلک ہیں، تو یہ نقل و حمل کے دوران مواد پر غیر مساوی قوت کا باعث بنے گا، جس کے نتیجے میں انحراف اور جھریاں پڑ جائیں گی۔
(2) ہوا کا ناکافی دباؤ۔ تیز رفتار سلٹنگ مشینوں کے کچھ فعال اجزاء ہوا کے دباؤ سے چلتے ہیں۔ اگر ہوا کے دباؤ کے نظام میں رساو ہے یا دباؤ ناکافی ہے تو، اس سے متعلقہ اجزاء خراب طریقے سے کام کریں گے اور مواد کی ترسیل کو مستحکم طور پر کنٹرول کرنے میں ناکام ہو جائیں گے۔
(3) ناہموار مادی تناؤ۔ تناؤ کے مسئلے کی طرح جو غلط سلٹنگ طول و عرض کا سبب بنتا ہے، ان وائنڈنگ اور ریوائنڈنگ کے دوران تناؤ میں ضرورت سے زیادہ اتار چڑھاو نقل و حمل کے دوران مواد کی غیر مساوی کھینچ کا باعث بن سکتا ہے، جس کے نتیجے میں جھریاں پڑتی ہیں اور انحراف ہوتا ہے۔
حل:
(1) گائیڈ رولرس کی سطح کو ایڈجسٹ کریں۔ تیز رفتار سلٹنگ لائن کے رکنے کے بعد، تیز رفتار سلٹنگ مشین کے تمام گائیڈ رولرز کا معائنہ کریں، گائیڈ رولرس کی سطح پر موجود غیر ملکی اشیاء اور داغوں کو صاف کریں۔ اگر گائیڈ رولرس کی سطح پر پہنا ہوا ہے، تو انہیں وقت پر مرمت یا تبدیل کریں۔ گائیڈ رولرس کی تنصیب کے زاویے کو ایڈجسٹ کریں تاکہ یہ یقینی بنایا جا سکے کہ تمام گائیڈ رولرز ایک ہی سطح پر ہیں اور نقل و حمل کے دوران مواد یکساں طور پر دباؤ میں ہے۔
(2) نیومیٹک نظام کو چیک کریں۔ معائنہ کریں کہ نیومیٹک پائپ لائن میں کوئی رساو ہے یا نہیں، ہوا کے دباؤ کو تیز رفتار سلٹنگ مشین کے ذریعہ مقرر کردہ معیار کے مطابق بھریں، اور نیومیٹک نظام کے مستحکم آپریشن کو یقینی بنانے کے لیے نیومیٹک والوز، سلنڈرز اور دیگر اجزاء کو باقاعدگی سے صاف اور برقرار رکھیں۔
(3) کھولنے اور ریوائنڈ کے تناؤ کو بہتر بنائیں۔ مواد کی موٹائی، سختی اور دیگر خصوصیات کے مطابق، تیز رفتار سلٹنگ مشین کے تناؤ کے پیرامیٹرز کو ایڈجسٹ کریں، ایک مستحکم تناؤ کنٹرول موڈ اپنائیں، اور مادی انحراف اور جڑ سے جھریوں کو کم کرنے کے لیے زیادہ تناؤ کے اتار چڑھاؤ سے بچیں۔
3. تیز رفتار سلٹنگ لائن کا غیر معمولی کمپن یا شور
جب تیز رفتار سلٹنگ مشین تیز رفتاری سے کام کر رہی ہوتی ہے اور اسے غیر معمولی کمپن یا تیز شور کا سامنا ہوتا ہے، تو یہ اشارہ کرتا ہے کہ تیز رفتار سلٹنگ لائن کے اجزاء کے ساتھ ٹوٹ پھوٹ یا انسٹالیشن کے مسائل ہیں۔ اگر فوری طور پر توجہ نہ دی گئی تو، یہ اجزاء کے لباس کو تیز کرے گا اور تیز رفتار سلٹنگ مشین کی ناکامی اور بند ہونے کا باعث بھی بن سکتا ہے۔
وجوہات:
(1) بیئرنگ پہننا۔ تیز رفتار سلٹنگ مشین کے ٹرانسمیشن پارٹس اور گائیڈ رولر سبھی بیرنگ سے لیس ہیں۔ طویل مدتی تیز رفتار آپریشن ناکافی چکنا اور بیرنگ کے شدید لباس کا باعث بن سکتا ہے، جس سے گردش کے دوران کمپن اور شور ہوتا ہے۔
(2) ڈھیلا ڈرائیو بیلٹ۔ ڈرائیو بیلٹ تیز رفتار سلٹنگ مشین میں پاور ٹرانسمیشن کے لیے ایک اہم جز ہے۔ طویل استعمال کے ساتھ، یہ عمر اور بڑھ سکتا ہے، جس کے نتیجے میں ڈرائیو بیلٹ ڈھیلا ہو جاتا ہے۔ آپریشن کے دوران، یہ گھرنی کے خلاف رگڑتا ہے، شور پیدا کرتا ہے اور بجلی کی ترسیل کو متاثر کرتا ہے، جس کے نتیجے میں تیز رفتار سلٹنگ لائن کمپن ہوتی ہے۔
(3) ڈھیلا مکینیکل اجزاء۔ تیز رفتار سلٹنگ مشین کے طویل مدتی زیادہ بوجھ کے آپریشن کے دوران، پیچ، بولٹ، اور دوسرے جوڑنے والے حصے ڈھیلے ہو سکتے ہیں، جس کی وجہ سے اجزاء کے درمیان رابطہ خراب ہو جاتا ہے اور آپریشن کے دوران کمپن اور غیر معمولی شور ہوتا ہے۔
حل:
(1) تیز رفتار سلٹنگ مشین کے تمام بیرنگ کا معائنہ کریں۔ اگر کوئی بیئرنگ پہنا ہوا، پھنس گیا یا غیر معمولی آوازیں نکالتا ہوا پایا جائے تو وقت پر چکنا کرنے کے لیے خصوصی چکنائی ڈالیں۔ اگر پہننا شدید ہے تو بیئرنگ کو فوری طور پر تبدیل کریں تاکہ بیئرنگ کو پہنچنے والے نقصان کو تیز رفتار سلٹنگ لائن کے مجموعی آپریشن کو متاثر کرنے سے روکا جا سکے۔ (2) ڈرائیو بیلٹ کی جکڑن کو ایڈجسٹ کریں۔ تیز رفتار سلٹنگ مشین بند ہونے کے بعد، ڈرائیو بیلٹ کی کشیدگی کو چیک کریں. اگر ڈرائیو بیلٹ ڈھیلا ہے، تو ٹینشننگ ڈیوائس کو ایڈجسٹ کریں۔ اگر ڈرائیو بیلٹ بوڑھا ہے یا شدید طور پر پہنا ہوا ہے، تو اسے وقت پر تبدیل کریں تاکہ یہ یقینی بنایا جا سکے کہ ڈرائیو بیلٹ گھرنی کے ساتھ مضبوطی سے فٹ ہو جائے اور بجلی کی ترسیل ہموار ہو۔
(3) پیچ، بولٹ اور دیگر منسلک حصوں کا جامع معائنہ کریںتیز رفتار سلٹنگ لائن. کسی بھی ڈھیلے حصے کو سخت کریں، خاص طور پر ٹرانسمیشن اور گائیڈ رولر فکسنگ پوزیشنز کے منسلک حصوں پر توجہ مرکوز کرتے ہوئے، اس بات کو یقینی بنانے کے لیے کہ تمام حصے مضبوطی سے جڑے ہوئے ہیں اور آپریشن کے دوران کمپن اور شور کو کم کریں۔
(1) بلیڈ کی دیکھ بھال
روزانہ معائنہ: تیز رفتار سلٹنگ مشین کو شروع کرنے سے پہلے، چیک کریں کہ آیا بلیڈ میں کوئی نِکس، زنگ یا مواد کی باقیات ہیں۔ وقت پر گندگی کو صاف کریں، خاص کلینر سے داغوں کو ہٹا دیں، اور خشک ہونے کے بعد چکنا کرنے والا اینٹی رسٹ ایجنٹ لگائیں۔
- بروقت تبدیلی: بلیڈ کی حیثیت کا ایک لاگ رکھیں۔ ان بلیڈوں کو تبدیل کریں جو شدید طور پر پہنے ہوئے ہیں یا ان کے کناروں میں کٹے یا پھٹے ہوئے ہیں تاکہ بلیڈ کی مجموعی کارکردگی کو متاثر نہ کریں۔تیز رفتار سلٹنگ لائنبلیڈ کے نقصان کی وجہ سے.
(2) پھسلن کا انتظام
اہم حصوں کی چکنا: بیرنگز، گیئرز، ہائیڈرولک سلنڈرز، چینز اور بیلٹ جیسے حرکت پذیر حصوں کو وقفے وقفے سے چکنا کریں۔ بیرنگز/گیئرز کو روزانہ کم چکنائی والی مصنوعی چکنائی، ہائیڈرولک سلنڈرز کو ہر 1000 گھنٹے بعد ہائیڈرولک آئل کے ساتھ اور لیتھیم پر مبنی چکنائی کے ساتھ زنجیریں/بیلٹس کو روزانہ چکنا چاہیے۔
چکنا کرنے سے پہلے صاف کریں: چکنا کرنے سے پہلے تیل کے پرانے داغوں کو صاف کریں تاکہ ضرورت سے زیادہ چکنا ہونے سے بچا جا سکے جو دھول جذب کرتا ہے اور چکنا اثر کو متاثر کرتا ہے۔
(3) تناؤ اور انشانکن
تناؤ کنٹرول: مادی خصوصیات کے مطابق تناؤ کے پیرامیٹرز کو ایڈجسٹ کریں۔ مثال کے طور پر، فلموں کے لیے تناؤ نسبتاً کم ہونا چاہیے، جبکہ دھاتی ورق کے لیے، یہ قدرے زیادہ ہو سکتا ہے۔ ریوائنڈنگ کے دوران، اندرونی پرت کے کمپریشن کو روکنے کے لیے ٹیپرڈ ٹینشن کا استعمال کریں۔
-باقاعدہ کیلیبریشن: ہر 3 سے 6 ماہ بعد بلیڈ سینٹرنگ اور سینسر کیلیبریٹ کریں۔ زیادہ استعمال کی فریکوئنسی کے ساتھ تیز رفتار سلٹنگ لائن کے لیے، کٹنگ کی درستگی اور تیز رفتار سلٹنگ مشین کے مستحکم آپریشن کو یقینی بنانے کے لیے کیلیبریشن سائیکل کو چھوٹا کریں۔
(4) ٹرانسمیشن سسٹم کی دیکھ بھال
بیلٹ/زنجیروں کو چیک کریں: بہت تنگ ہونے کی وجہ سے پھسلن یا ضرورت سے زیادہ پہننے سے بچنے کے لیے ہفتہ وار بیلٹ/زنجیروں کے تناؤ کا معائنہ کریں۔ شدید طور پر پہنے ہوئے بیلٹوں/زنجیروں کے لیے بروقت اصلاح یا تبدیلی کریں۔
بیرنگ چیک کریں: ہر تین دن بعد ٹرانسمیشن حصوں میں بیرنگ کے پہننے کی حالت کی جانچ کریں۔ کسی بھی غیر معمولی شور کو سنیں اور زیادہ گرمی محسوس کریں۔ خراب بیرنگ کو فوری طور پر تبدیل کریں.
(5) برقی نظام کی بحالی
گرمی کی کھپت کو صاف کریں: دھول کو جمع ہونے سے روکنے اور فریکوئنسی کنورٹر اور سروو ڈرائیور کے لیے اچھی وینٹیلیشن کو یقینی بنانے کے لیے ہر ماہ برقی باکس کے گرمی کی کھپت کے سوراخوں اور پنکھوں کو صاف کریں۔
-وائرنگ چیک کریں: وائرنگ کے ٹرمینلز کو سخت کریں اور کیبل کی عمر بڑھنے کی جانچ کریں تاکہ تیز رفتار سلٹنگ لائن آپریشن کو متاثر کرنے والے برقی خرابیوں سے بچا جا سکے۔
معیاری دیکھ بھال کے ذریعے، کی ناکامی کی شرحتیز رفتار سلٹنگ مشیننمایاں طور پر اس کی سروس کی زندگی کو بڑھاتے ہوئے، 40 فیصد سے زیادہ کم کیا جا سکتا ہے!