دیکنڈلی slitting مشینپروڈکشن لائن گاہک کی ضروریات کے مطابق مختلف دھاتی کنڈلیوں کو slitting اور rewinding کے عمل کے لیے ڈیزائن کی گئی ہے، جو کہ مشین کے پروڈکشن اصول کے مطابق ڈیزائن کیا گیا ہے۔ میکانی ڈیزائن کے نقطہ نظر سے تقسیم کیا جا سکتا ہے:

1. مسلسل کشیدگی کنٹرول اصول
مسلسل کشیدگی کے کنٹرول کے سمیٹنے اور کھولنے کے عمل کے لئے رول قطر میں تبدیلیوں کے عمل میں لوڈ کو جاننے کی ضرورت کا نچوڑ ہے، رول قطر میں تبدیلیوں کی وجہ سے، جس کے نتیجے میں لوڈ کے آپریشن کو برقرار رکھنے کے لئے، اسپلٹ مشین کو موٹر کے آؤٹ پٹ ٹارک میں رول کے قطر میں ہونے والی تبدیلیوں اور تبدیلیوں پر عمل کرنے کی ضرورت ہے۔ وی سیریز انورٹر کے لیے، کیونکہ یہ ٹارک کنٹرول کر سکتا ہے، لہذا یہ سمیٹنے والے مستقل تناؤ کو کنٹرول کر سکتا ہے۔
2. ہم وقت ساز رفتار کا حساب کتاب
جیسا کہ ہم جانتے ہیں کہ جب فریکوئنسی کنورٹر کم فریکوئنسی پر کام کرتا ہے، تو سلٹنگ مشین کی AC غیر مطابقت پذیر موٹر کی خصوصیات اچھی نہیں ہوتیں، ایکٹیویشن ٹارک کم اور ذیلی لکیری ہوتا ہے، اس لیے ری وائنڈنگ کے پورے عمل میں، ہمیں کوشش کرنی چاہیے۔ درج ذیل 2HZ میں کام کرنے کے لیے موٹر کو ریوائنڈ کرنے سے بچنے کے لیے۔
3. رفتار کی حد کا آپریشن
جب رول کا قطر، آپ کو کم رفتار آپریشن میں سمیٹ کے پورے عمل کو تلاش کر سکتے ہیں.
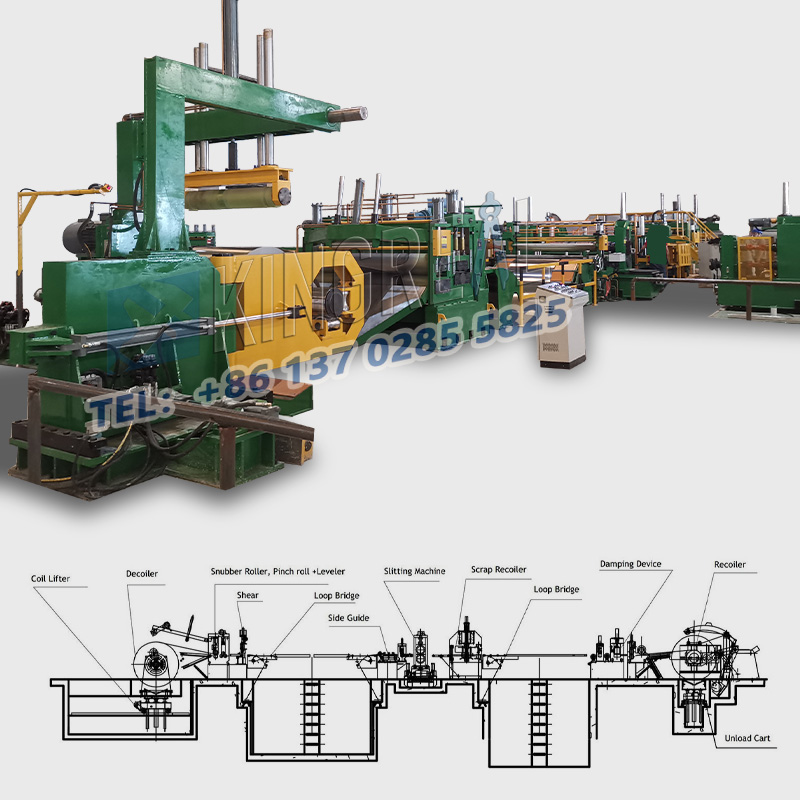
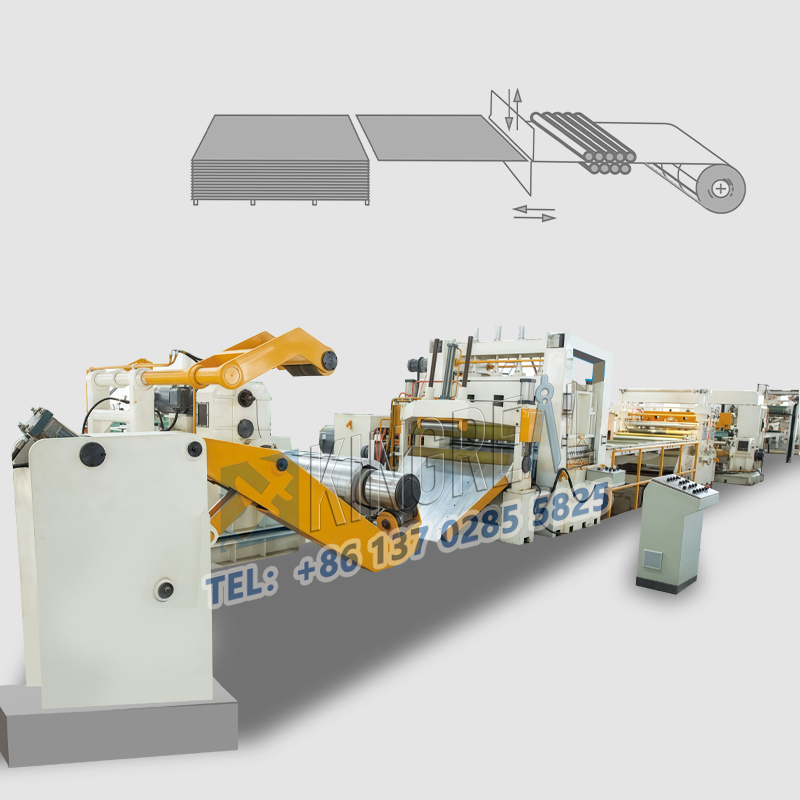
پیداوار کے اصول کی پیداوار کے عمل سے ڈیزائن کیا گیا ہےسٹیل slitting مشینشامل:

1. کھولنے کا عمل: دھاتی مواد کے بڑے رول ان وائنڈنگ فریم پر نصب کیے جاتے ہیں، اور دھاتی کنڈلی کی مستحکم کھلنے کو ٹینشن کنٹرول سسٹم کے ذریعے برقرار رکھا جاتا ہے تاکہ کنڈلی کو ڈھیلے ہونے یا بھاگنے سے روکا جا سکے۔
2. لیولنگ کا عمل: دھاتی کوائل لیولنگ مشین میں داخل ہوتی ہے، جو عام طور پر کئی رولرز پر مشتمل ہوتی ہے، جس کے ذریعے کنڈلی کی لہروں اور موڑنے کو ختم کرنے کے لیے کوائل پر دباؤ ڈالا جاتا ہے۔
3. سلٹنگ کا عمل: دھاتی کنڈلی سلٹنگ مشین کے چاقو گروپ میں داخل ہوتی ہے، چاقو کے گروپ کے اوپری اور نچلے ڈسک کے بلیڈ ایک ہی وقت میں گھومتے ہیں، اور بلیڈ سے گزرتے وقت دھاتی مواد کو پہلے سے طے شدہ چوڑائی کی پٹیوں میں کاٹا جاتا ہے۔ بلیڈ کا مواد اور بلیڈ کی نفاست کا سلٹنگ کے معیار اور کارکردگی پر اہم اثر پڑتا ہے۔
4. سمیٹنے کا عمل: کٹی ہوئی تنگ پٹی گائیڈنگ ڈیوائس کے ذریعے وائنڈنگ مشین میں داخل ہوتی ہے، سمیٹنے والی مشین عام طور پر کئی سمیٹنے والی شافٹ سے لیس ہوتی ہے، ہر شافٹ کو ایک تنگ پٹی سے زخم ہوتا ہے، اور سمیٹنے کے دوران ایک خاص تناؤ برقرار رکھا جاتا ہے تاکہ یہ یقینی بنایا جا سکے۔ تنگ پٹی مضبوطی سے زخم ہے.
5. فضلہ کو ٹھکانے لگانا: کنارے کے فضلے کو فضلہ جمع کرنے والے آلات، جیسے ویسٹ کٹر یا ویسٹ ونڈر کے ذریعے جمع کیا جاتا ہے تاکہ پیداواری اور کام کے ماحول کو متاثر کرنے والے فضلہ سے بچا جا سکے۔