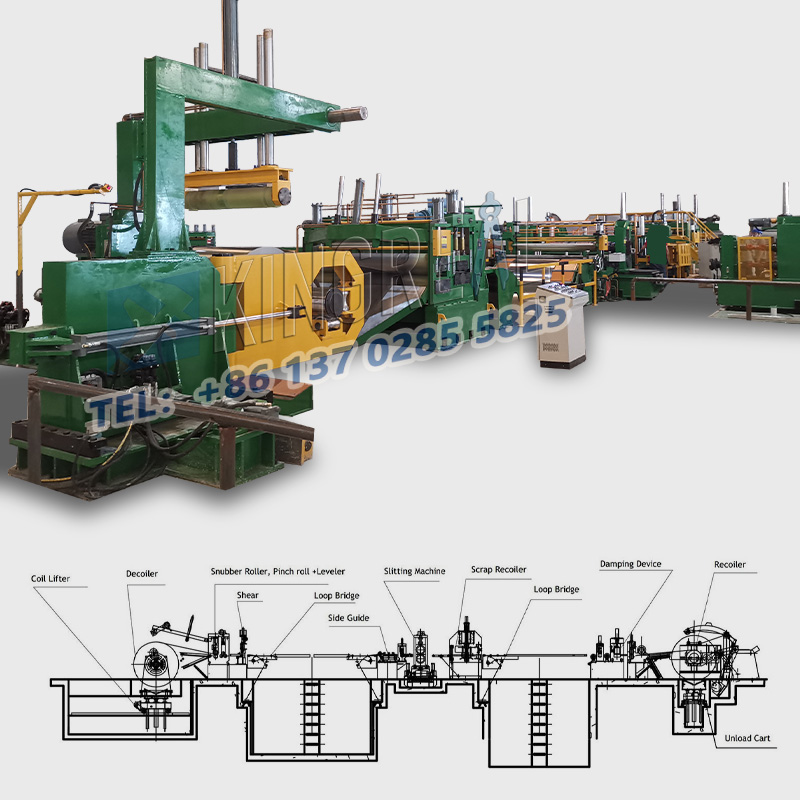
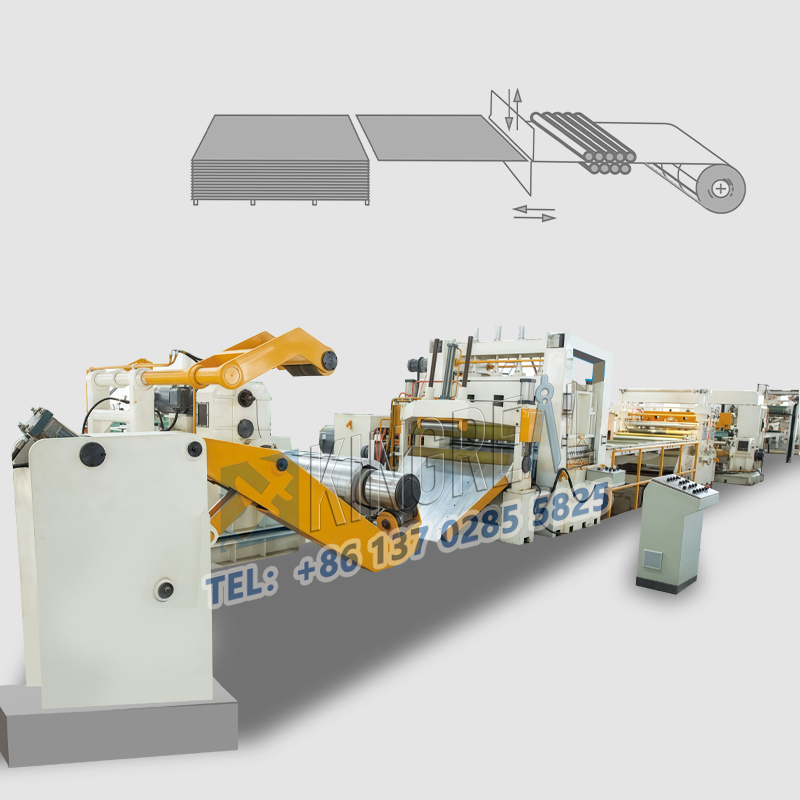
لمبائی کی لکیروں میں سٹینلیس سٹیل کاٹادھات کے مختلف کنڈلیوں کی صحت سے متعلق مونڈنے کے لئے دھاتی کام کی صنعت میں بڑے پیمانے پر استعمال ہوتے ہیں ، بشمول اسٹیل ، سٹینلیس سٹیل ، ایلومینیم ، لوہے ، سردی سے چلنے والے ، گرم رولڈ ، اور پی پی جی آئی۔
پیداوار میں ان کی عمدہ کارکردگی کے باوجود ، لمبائی والی مشینوں میں سٹینلیس سٹیل کٹ اب بھی آپریشن کے دوران انحراف کو کاٹنے کا تجربہ کرسکتی ہے۔
اس مضمون میں تین نقطہ نظر سے لمبائی کی لکیروں میں سٹینلیس سٹیل میں کٹے ہوئے انحراف کو ختم کرنے میں دلچسپی ہوگی: مکینیکل ڈھانچہ ، کنٹرول پروگرام اور پیرامیٹرز ، اور مواد اور عمل کی مطابقت۔

(1) ڈرائیو جزو پہننا
میںلمبائی کی مشینوں میں سٹینلیس سٹیل کاٹا، ڈرائیو کے اجزاء پہننا انحراف کاٹنے کی ایک عام وجہ ہے۔
گیئرز ، سپروکیٹس ، اور دیگر ڈرائیو اجزاء جو طویل عرصے سے چل رہے ہیں وہ ختم ہوسکتے ہیں ، جس کے نتیجے میں کھانا کھلانے کی درستگی کم ہوتی ہے اور اس کے نتیجے میں ، کاٹنے کے طول و عرض پر اثر پڑتا ہے۔
لمبائی لائن کی ناکامی سے سٹینلیس سٹیل کٹ کی علامات: مثال کے طور پر ، ایک آٹوموٹو پارٹس فیکٹری میں ، لمبائی مشین میں سٹینلیس سٹیل کٹ کے ڈرائیو گیئرز 30 ٪ پہننے کا تجربہ کرتے ہیں۔ جب مسلسل 5 ملی میٹر موٹی اسٹیل پلیٹوں کو کاٹتے ہیں تو ، جہتی اتار چڑھاؤ 0.3 ملی میٹر تک پہنچ جاتا ہے ، جو قابل قبول ± 0.2 ملی میٹر کی حد سے تجاوز کرتا ہے۔
حل: اس مسئلے کو حل کرنے کے لئے ، ڈرائیو کے اجزاء کا باقاعدہ معائنہ کرنے کی سفارش کی جاتی ہے۔ اگر گیئر ٹوت پہن 15 فیصد سے زیادہ ہے یا چین کی لمبائی 2 ٪ سے زیادہ ہے تو ، انہیں فوری طور پر تبدیل کیا جانا چاہئے۔
بیک وقت ، مکینیکل ٹرانسمیشن کی درستگی کو بحال کرنے کے لئے ٹرانسمیشن کا تناسب کیلیبریٹ کیا جانا چاہئے۔ اس اقدام سے استحکام اور درستگی کاٹنے میں نمایاں بہتری آسکتی ہے۔
(2) ٹول ہولڈر گائیڈ ریل کلیئرنس
ٹول ہولڈر اور گائیڈ ریل کے مابین کلیئرنس میں اضافہ بھی ایک اہم عنصر ہے جو انحراف کو کاٹنے میں اہم کردار ادا کرتا ہے۔ وقت گزرنے کے ساتھ ، ٹول ہولڈر گائیڈ ریل طویل المیعاد حرکت کی وجہ سے پہنتی ہے ، اور اس کلیئرنس میں اضافہ ہوسکتا ہے ، جس سے ٹول ہولڈر استحکام کو متاثر ہوتا ہے۔
لمبائی لائن کی ناکامی سے سٹینلیس سٹیل کٹ کی علامات: عام حالات میں ، ٹول ہولڈر اور گائیڈ ریل کے مابین کلیئرنس 0.05 ملی میٹر سے کم ہونا چاہئے۔ ضرورت سے زیادہ کلیئرنس کاٹنے کے دوران ٹول ہولڈر کو گھومنے کا سبب بن سکتا ہے ، جس کے نتیجے میں کٹ شیٹ کے سائز میں اتار چڑھاؤ آتا ہے۔
حل: کلیئرنس کی جانچ پڑتال کے لئے ایک فیلر گیج کا استعمال کریں۔ اگر یہ معیاری قیمت سے زیادہ ہے تو ، گائیڈ ریل ڈالنے کو ایڈجسٹ کریں یا خراب شدہ گائیڈ ریل سلائیڈر کو تبدیل کریں۔ اس ایڈجسٹمنٹ کے بعد ایک ہارڈ ویئر فیکٹری نے اس ایڈجسٹمنٹ کے بعد 0.25 ملی میٹر سے 0.08 ملی میٹر تک کاٹنے والے انحراف کو کم کردیا۔
(1) پروگرام منطق کی غلطیاں
میںلمبائی مشین سے سٹینلیس سٹیل کاٹاآپریشنز ، پی ایل سی پروگرام منطق کی غلطیاں بھی انحراف کو کاٹنے کی ایک عام وجہ ہیں۔ پروگرام میں فیڈ اور کٹنگ کی ہدایات کا غیر متزلزل وقت اس مواد کو مکمل طور پر کھلانے سے پہلے کاٹنے کو متحرک کرسکتا ہے ، جس کے نتیجے میں ان کی کمی ہوتی ہے۔
لمبائی لائن کی ناکامی سے سٹینلیس سٹیل کٹ کا اظہار: مثال کے طور پر ، کچھ معاملات میں ، مواد کو مکمل طور پر کھلایا جانے سے پہلے ہی کاٹنے کا آغاز ہوتا ہے ، جو کاٹنے کی درستگی کو براہ راست متاثر کرتا ہے۔
حل: I/O نقطہ کی حیثیت کی نگرانی اور "فیڈ ڈیٹیکٹ کٹ" منطق کی تنظیم نو کے لئے پروگرام کی تشخیص کو استعمال کرنے کی سفارش کی جاتی ہے۔ مزید برآں ، عمل کی ترتیب کی درستگی کو یقینی بنانے کے لئے تاخیر کی توثیق کی ہدایات شامل کریں۔ اس اصلاح سے لمبائی مشین تک سٹینلیس سٹیل کٹ کے آپریٹنگ استحکام کو نمایاں طور پر بہتر بنایا جائے گا۔
(2) غلط پیرامیٹر کی ترتیبات
غلط پیرامیٹر کی ترتیبات بھی ایک اہم عنصر ہیں جو لمبائی کی لکیروں میں سٹینلیس سٹیل کٹ کی کاٹنے کی درستگی کو متاثر کرتی ہیں۔ غلط فیڈ کی لمبائی کے پیرامیٹرز یا مماثل کاٹنے اور فیڈ کی رفتار مجموعی انحراف کا باعث بن سکتی ہے۔
لمبائی مشین کی ناکامی سے سٹینلیس سٹیل کٹ کی علامات: مثال کے طور پر ، اگر فیڈ کی لمبائی 100 ملی میٹر پر سیٹ کی گئی ہے لیکن فیڈ کی اصل لمبائی 99.5 ملی میٹر ہے تو ، طویل مدتی آپریشن کے نتیجے میں اہم جہتی انحراف ہوگا۔
حل: فیڈ نبض کی گنتی (ہر ملی میٹر کی دالوں کی تعداد) کی بحالی اور پلیٹ کی موٹائی اور مواد کی بنیاد پر کاٹنے کی رفتار کو ایڈجسٹ کریں۔ موٹی پلیٹوں کے ل it ، یہ تجویز کی جاتی ہے کہ کاٹنے کی رفتار کو 30 بار/منٹ سے زیادہ کا تعین کریں ، جبکہ پتلی پلیٹوں کے ل it ، یہ 60 بار/منٹ تک پہنچ سکتا ہے۔
پیرامیٹرز کو درست کرنے کے بعد ، ایک سٹینلیس سٹیل پروسیسنگ پلانٹ نے 10 میٹر لمبی پلیٹ کے لئے 0.1 ملی میٹر سے بھی کم کا مجموعی انحراف حاصل کیا ، جس سے پیرامیٹر کی اصلاح کی اہمیت کا مظاہرہ کیا گیا۔
(1) پلیٹ کا ناہموار تناؤ
جب سٹینلیس سٹیل پلیٹوں کو کاٹتے ہو تو ، ناہموار تناؤ کاٹنے کے بعد اسپرنگ بیک کا سبب بن سکتا ہے ، جو حتمی جہتی استحکام کو متاثر کرتا ہے۔
لمبائی لائن کی ناکامی سے سٹینلیس سٹیل کٹ کی علامات: مثال کے طور پر ، سردی سے چلنے والی پلیٹ کی اسپرنگ بیک کی شرح 1-2 ٪ تک زیادہ ہوسکتی ہے ، جو کاٹنے کے بعد جہتی سکڑنے کا سبب بن سکتی ہے۔
حل: شیٹ میٹل پر تناؤ سے نجات دینے کی سفارش کی جاتی ہے ، جیسے سطح یا عمر بڑھنے ، یا پروگرام میں اسپرنگ بیک کی تلافی کی (مواد کے لحاظ سے 0.1-0.3 ملی میٹر کی معاوضہ قیمت طے کرنا)۔ معاوضے کے بعد ، ایک سرد رولڈ شیٹ مل نے ≤0.1 ملی میٹر کی کاٹنے کے طول و عرض انحراف کو حاصل کیا ، جس سے کاٹنے کی درستگی کو یقینی بناتا ہے۔
(2) فیڈ تناؤ کے اتار چڑھاؤ
فیڈ تناؤ کے استحکام سے براہ راست درستگی کا اثر پڑتا ہے۔ اگر فیڈ رولر کا تناؤ غیر مستحکم ہے تو ، شیٹ میٹل کھانا کھلانے کے دوران پھسل سکتا ہے یا شیکن ہوسکتا ہے ، جس کے نتیجے میں بے قابو ہونے والے طول و عرض کا سامنا ہوتا ہے۔
لمبائی لائن کی ناکامی سے سٹینلیس سٹیل کٹ کی علامات: تناؤ کے کنٹرول کی ناکامی ناہموار کھانا کھلانے کا باعث بن سکتی ہے ، جس کے نتیجے میں کاٹنے کے معیار کو متاثر ہوتا ہے۔
حل: تناؤ کنٹرول سسٹم کا معائنہ کرنے کی سفارش کی جاتی ہے۔ نیومیٹک ٹینشنرز کو مہر کی تبدیلی کی ضرورت ہوتی ہے ، جبکہ ہائیڈرولک ٹینشنرز کو پریشر سینسر انشانکن کی ضرورت ہوتی ہے۔ ایڈجسٹمنٹ کے بعد ، ایک اسٹیل کی پٹی مل نے تناؤ کے اتار چڑھاو کو ± 5 ٪ سے کم کردیا ، جس سے کاٹنے کی درستگی کو مؤثر طریقے سے بہتر بنایا گیا۔
 |
 |
 |
کے آپریشن میںلمبائی کی مشینوں میں سٹینلیس سٹیل کاٹا، انحراف کاٹنے اکثر عوامل کے امتزاج کی وجہ سے ہوتا ہے۔ مکینیکل ڈھانچے ، کنٹرول پروگراموں اور پیرامیٹرز ، اور مادی اور عمل کی مطابقت پر توجہ مرکوز کرنے والی ایک جامع تحقیقات سے مسائل کی مؤثر طریقے سے شناخت ہوسکتی ہے اور ہدف کی مرمت کو نافذ کیا جاسکتا ہے۔
ٹرانسمیشن کے اجزاء کو باقاعدگی سے برقرار رکھنے ، پروگرام کی منطق کو بہتر بنانے ، پیرامیٹرز کو عین مطابق ایڈجسٹ کرنے ، اور مادی خصوصیات کے مطابق ڈھالنے سے ، مینوفیکچررز کاٹنے والے انحراف کو کم سے کم کرسکتے ہیں اور آٹوموٹو پارٹس اور ہارڈ ویئر جیسے صنعتوں کی سخت کٹنگ صحت سے متعلق ضروریات کو پورا کرسکتے ہیں۔
صرف ایک سٹینلیس سٹیل کے کٹ کے ہر پہلو کو لمبائی کی لکیر تک بہتر بنانے سے ہی سخت مسابقتی مارکیٹ میں فاتح رہ سکتا ہے۔
ہم امید کرتے ہیں کہ اس مضمون میں تجزیہ اور تجاویز سے متعلقہ صنعتوں کے لئے خرابیوں کا سراغ لگانے کی موثر حکمت عملی اور حل فراہم ہوں گے۔